Spajkanje bakrenih cevi: korak za korakom analiza dela in primeri iz prakse
Domači obrtniki poskušajo sami izvajati gradbena in popravljalna dela, kar jim omogoča ne le prihranek družinskega proračuna, temveč tudi popolno prepričanje v visokokakovosten rezultat. Zato morajo obvladati nove tehnike in tehnologije, kot je spajkanje bakrenih cevi.
Povedali vam bomo, kako sestaviti in povezati komunikacije iz bakrenih cevi. Tukaj boste izvedeli, kateri potrošni material in orodja bo izvajalec potreboval. Spretnosti, ki so uporabne tudi v vsakdanjem življenju, bodo omogočile samostojno sestavljanje cevovodov z odličnimi lastnostmi delovanja.
Vsebina članka:
Spajkanje bakra: zakaj bi se ga morali naučiti
Bakreni cevovodi se v praksi redko uporabljajo. Razlog za to so precej visoki stroški materialov. Vendar se bakreni cevovodi upravičeno štejejo za najboljše.
Ta kovina prekaša vse druge materiale v toplotni odpornosti, fleksibilnosti in vzdržljivosti. Ogrevanje bakrenih cevi po montaži se lahko vlije v beton, skrije v stene itd. Med delovanjem se jim ne bo nič zgodilo.

To je vredno upoštevati pri izbiri materiala za ogrevanje ali vodovod. Z vidika dolgoročnega delovanja se višji stroški splačajo. Poleg odličnih zmogljivosti, ki jih ima baker, je zelo enostaven za namestitev. "Strašljive zgodbe" o težavah pri spajkanju so največkrat pretirane.
Baker je precej enostaven za spajkanje. Njegova površina ne zahteva uporabe agresivnih čistilnih sredstev. Številne kovine z nizkim tališčem imajo visoko oprijemljivost, kar poenostavlja izbiro spajke.
Dragi bakreni tokovi niso potrebni, saj pri taljenju kovine ne pride do burnih reakcij s kisikom. Pri spajkanju se cev ne deformira, njena oblika in dimenzije ostanejo nespremenjene. Nastali šiv lahko po potrebi odspajkamo.
Metode spajkanja bakrenih delov
Spajkanje velja za najboljšo metodo za spajanje bakrenih delov. Med delovanjem staljena spajka zapolni majhno režo med elementi in tvori zanesljivo povezavo.
Obstajata dve najpogostejši metodi za pridobivanje takšnih spojin. To je visokotemperaturno in nizkotemperaturno kapilarno spajkanje. Ugotovimo, kako se med seboj razlikujejo.
Značilnosti visokotemperaturnih povezav
V tem primeru postopek spajanja bakrenih elementov poteka pri temperaturah nad +450 stopinj. Sestavine na osnovi precej ognjevzdržnih kovin: srebro ali baker so izbrane kot spajka.
Zagotavljajo trpežen šiv, ki je odporen na mehanske poškodbe in visoke temperature. Takšna povezava se imenuje trdna.

Posebnost tako imenovanega trdega spajkanja je žarjenje kovine, kar povzroči njeno mehčanje. Zato, da bi bila izguba trdnostnih lastnosti bakra minimalna, je treba končni zvar ohladiti samo naravno, brez uporabe umetnega pihanja ali potopitve dela v hladno vodo.
Polna povezava se uporablja za cevi s premerom od 12 do 159 mm. Visokotemperaturno spajkanje se uporablja za povezovanje plinskih cevi.
V vodovodu se uporablja v procesu montaže vodovodnih cevi za monolitno spajanje delov, katerih premer presega 28 mm. Poleg tega se ta povezava uporablja v primerih, ko lahko temperatura tekočine, ki kroži v ceveh, preseže +120 stopinj.
Visokotemperaturno spajkanje se uporablja tudi za montažo ogrevalnih sistemov. Njegova prednost je možnost ureditve odcepa iz predhodno nameščenega sistema brez predhodne demontaže.
Nizkotemperaturno spajkanje delov
Mehko ali nizkotemperaturno spajkanje je povezava bakrenih delov, pri kateri se uporabljajo temperature pod +450C. V tem primeru so kot spajka izbrane mehke kovine z nizkim tališčem, na primer kositer ali svinec.
Širina šiva, ki nastane s takšnim spajkanjem, se lahko spreminja od 7 do 50 mm. Nastala spojina se imenuje mehka. Je manj trpežna kot trda, vendar ima številne pomembne prednosti.

Glavna razlika je v tem, da se med postopkom spajkanja kovina ne žari. Skladno s tem njegova moč ostaja enaka.
Poleg tega temperatura pri nizkotemperaturnem spajkanju ni tako visoka kot pri visokotemperaturnem spajkanju. Zato velja za varnejšega. Tako imenovane mehke povezave se uporabljajo za montažo cevi majhnega premera: od 6 do 108 mm.
Nizkotemperaturne povezave v vodovodu bakrene cevi se uporabljajo za vgradnjo vodovodnih in ogrevalnih omrežij, vendar pod pogojem, da je temperatura tekočine, ki kroži v njih, manjša od +130 stopinj. Za plinovode je uporaba tovrstnih priključkov strogo prepovedana.
Kaj bo potrebno v procesu?
Za kakovostne povezave boste potrebovali posebne materiale in orodja. Prvič, za obdelavo predhodno očiščene površine delov boste potrebovali tok. Odstranjuje okside iz podlage, izboljša pretok staljene spajke in zmanjša površinsko napetost.
Poleg tega boste potrebovali tudi spajka za delo z bakrom. Za visokotemperaturno varjenje je izbran material, ki ne vsebuje svinca. Na embalaži mora biti napis "brez svinca" ali "brez svinca".
Za spajkanje pri nizkih temperaturah je izbrana spajka z nizkim tališčem, ki lahko vsebuje kositer, baker, bizmut in srebro. Nizkotemperaturna spajka je na voljo v obliki 3 mm žice.

Za delo boste potrebovali orodja. Najprej, rezalnik cevi. Z njegovo pomočjo lahko izrežete dele na želeno velikost.Pomembno je, da izberete visokokakovostno orodje, da se mehak material, to je baker, ne zmečka.
Potrebovali boste tudi odstranjevalec robov, da odstranite robove. V nasprotnem primeru ne bo mogoče vstaviti enega dela v drugega. Krtača ali krtača se uporablja tudi za čiščenje notranje površine cevi.

Za ogrevanje bakrenih elementov se uporabljajo različna orodja. Najpogosteje se odločijo za nizkotemperaturno spajkanje plinski gorilnik, ki ima ozko usmerjen plamen.
Plinska oprema v tem primeru deluje iz jeklenke z mešanico propana in butana ali s čistim butanom. Eno takšno polnjenje zadostuje za 3-4 sto fug.
Naprava deluje učinkovito, pri segrevanju z gorilnikom se cev segreje v nekaj sekundah. Visokotemperaturno spajkanje se izvaja z uporabo plinskih mešanic propan-kisik ali acetilen-zrak.
Poleg tega se lahko spajkanje izvede s posebnim električnim spajkalnikom, namenjenim za delo z bakrenimi deli. Naprava lahko deluje tako s trdim kot z mehkim spajkom. Spajkalnik je priključen na omrežje in se uporablja tam, kjer je nemogoče delati z odprtim ognjem. Naprava je opremljena z vpenjalnimi kleščami in odstranljivimi elektrodami.
Poleg teh orodij boste za namestitev cevovoda potrebovali marker ali svinčnik, merilni trak, kladivo in gradbeni nivo.
Tehnologija spajkanja bakrenih izdelkov
Ko pripravite orodja in materiale, lahko začnete postopek spajkanja. Vse operacije izvajamo v naslednjem zaporedju:
Odrežite del na zahtevano dolžino
Za rezanje bakrenih cevi lahko uporabite različna orodja. Najpogosteje uporabljeno orodje je ročni rezalnik cevi. Da zagotovite enakomeren rez, držite cev samo pravokotno na orodje.
Del vpnemo med valj in rezilo ter okoli njega zavrtimo rezalnik cevi. Ne pozabite zategniti nastavitvenega vijaka za približno tretjino obrata po vsakem obratu. Pri uporabi rezalnika za cevi bo rez gladek, robovi pa se bodo pojavili samo znotraj cevi.

Toda hkrati se bo premer izdelka nekoliko zmanjšal, kar je nezaželeno. Deformaciji dela se lahko izognete tako, da ga odrežete z nožno žago. Toda v tem primeru bo veliko robov, ki jih bo treba odstraniti, in za zmanjšanje poševnine reza boste morali uporabiti šablono.
Mečkanje ali ovalizacija reza cevi bo povzročila neprijetne posledice, saj bo zagotovo spremenila velikost vgradne reže. Njegova vrednost mora biti v območju 0,02-0,4 mm. Če je reža manjša, spajka ne bo mogla priti vanjo. S povečanjem vrzeli se kapilarni učinek ne bo pojavil.
Kot rezultat rezanja mora biti rezultat del s strogo cilindričnim koncem, ki ima najmanjši kot reza. Prepričajte se, da odstranite morebitne robove z dela, očistite njegovo notranjo površino s čopičem in jo razmastite. Na enak način odrežemo drugi kos cevi. Vzamemo ekspander cevi in s kladivom povečamo premer druge cevi.

Preverimo, kako se deli prilegajo drug drugemu, preverimo dimenzije nastale vgradne reže. Mora natančno ustrezati normi. Drugi del očistimo in razmastimo.Operacijo izvajamo po celotnem prerezu cevi, pri čemer ne pozabimo, da mora biti dolžina povezave enaka premeru dela.
Nanesite tok na površino cevi
Po pravilih tehnologije spajkanje bakrenih cevi, je treba na dele nanesti plast talila. Vzamemo sestavo in jo previdno nanesemo s čopičem na zunanjo površino cevi, ki se nahaja znotraj spoja.
Operacijo izvajamo zelo previdno. Poskušamo zbrati najmanjšo količino raztopine in jo popolnoma porazdeliti po delu. Na površini ne sme biti odvečnega fluksa.
Povezovanje delov pred spajkanjem
Ko je tok nanesen na dele, jih je treba spojiti. To je treba storiti dovolj hitro, da delci onesnaževalcev ne pridejo na mokro površino. Če delamo z armaturo ali vtičnico, izvedemo popolno povezavo elementov.
Če želite to narediti, jih obrnite do konca. Med postopkom vrtenja se deli ne samo "padejo" na svoje mesto, ampak se tok čim bolj enakomerno porazdeli po vgradni reži.

Prepovedano je puščati fluks na delu, saj gre za agresivno kemično sestavo.
Spajkanje pipe s priključkom na osnovi kompresijskega obroča poteka v naslednjem vrstnem redu:
Oblikovanje spojev pri nizkotemperaturnem spajkanju
Pri mehki povezavi je obvezna uporaba spajke z nizkim tališčem in nizkotemperaturnega fluksa. Za ogrevanje lahko vzamete standardni ali manjši plinski gorilnik, ki je napolnjen z mešanico propana in zraka ali propana z butanom in zrakom. Lahko vzamete tudi poseben električni spajkalnik.
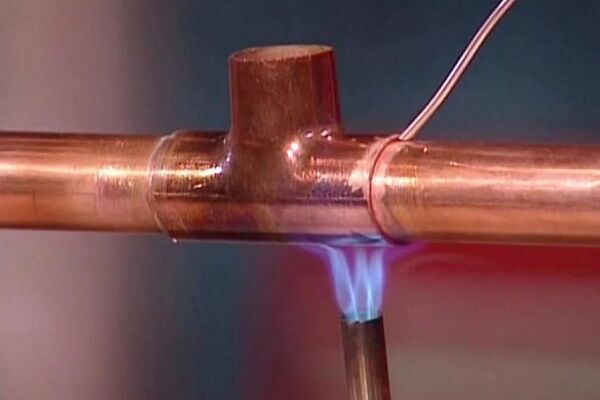
Vzamemo gorilnik, ga prižgemo in plamen usmerimo na spoj cevi. Kontaktno mesto med plamenom in delom je treba nenehno premikati. To je potrebno za zagotovitev enakomernega segrevanja elementov. Vzamemo spajko in se z njo občasno dotaknemo pritrdilne reže. Ko se dovolj segreje, se spajka začne topiti.

Takoj ko se to zgodi, premaknite gorilnik na stran, da spajka popolnoma zapolni kapilarno režo. Če se spajka še ni začela topiti, nadaljujte s segrevanjem. Posebnost nizkotemperaturnega spajkanja je, da se spajka ne segreva posebej. Taliti se mora zaradi toplote segretih elementov povezave.
Ko spajka popolnoma zapolni kapilarno režo, jo je treba pustiti, da se ohladi, po možnosti v naravnih pogojih. Ne smemo pozabiti, da ima nastala mehka povezava nizko trdnost, zato je prepovedano dotikati se vroče.
Še ena pomembna točka. Med spajkanjem je izredno pomembno, da se baker ne pregreje. V nasprotnem primeru bo tok, ki se nanaša na kovino, uničen in zato ne bo mogel raztopiti in odstraniti oksidov, kar bo močno negativno vplivalo na kakovost povezave.
Zato je priporočljivo uporabiti talilo s praškom za spajkanje. Ko je temperatura dela zadostna za segrevanje spajke, se bo prah stopil in kapljice taline bodo vidne v talilu.
Če je uporaba plamena iz nekega razloga nesprejemljiva, se uporabljajo spajkalni stroji na električni pogon. Takšna oprema je komplet napajalnika, električnih klešč in spajkalnika.
Postopek segrevanja in kasnejšega oblikovanja povezave s spajkalnikom se ne razlikuje od zgoraj opisanega. Edino opozorilo: za popolno segrevanje delov lahko traja manj časa kot pri segrevanju z gorilnikom.
Oblikovanje šivov pri visokotemperaturnem spajkanju
V procesu takšnega spajkanja se za ogrevanje delov uporablja tudi plinski gorilnik. Napaja se z mešanico propana in kisika ali acetilena in zraka. Možna je uporaba mešanice acetilen-kisik.
Strokovnjaki priporočajo enakomerno in hitro segrevanje delov. To pomeni, da mora biti postopek ogrevanja kratek. Plin, ki gori v napravi, mora proizvajati svetlo moder plamen nizke intenzivnosti.

Gorilnik gladko premikamo vzdolž bodočega priključka, tako da je segrevanje čim bolj enakomerno. Ko se baker segreje na približno 750C, postane temno češnjev. Na tej točki nanesite spajko.
Da se bolje segreje, ga lahko malo segrejete z gorilnikom. Toda hkrati se moramo zavedati, da se mora spajka stopiti iz segretih delov povezave in ne iz gorilnika. V idealnem primeru morate zagotoviti povezavo z minimalnim segrevanjem, pri katerem se bo spajka takoj stopila in prvič zapolnila montažno režo.
To morda ne bo delovalo takoj, a ko boste pridobivali izkušnje, se bo rezultat izboljšal. Ko popolnoma zapolnite režo s spajkanjem, pustite povezavo, da se ohladi. V tem trenutku se ga ni priporočljivo dotikati. Ohlajen šiv temeljito obrišite, da odstranite ostanke talila.
Podrobna analiza tehnologije spajkanja bakrenih cevovodov s plinskim gorilnikom naveden v članku, katere vsebino vam svetujemo, da se seznanite.
Varnostni ukrepi pri spajkanju bakrenih cevi
Začetne obrtnike zanima, kako pravilno spajkati bakrene cevi, hkrati pa pozabijo na varnost. Tega ni mogoče narediti. Morate razumeti, da ima baker visoko toplotno prevodnost, zato ne morete držati delov v rokah brez neke vrste zaščite.
Malomarnost in neprevidnost v montaža bakrenega cevovoda lahko povzroči toplotne opekline. Majhne elemente do 0,3 m dolžine rokujemo samo z zaščitnimi rokavicami ali jih držimo s kleščami.
Previdnost je potrebna tudi pri delu s fluksom. To je izjemno agresivna sestava. Če med postopkom spajkanja pride na vašo kožo, takoj prenehajte z delom in sperite fluks s kože z veliko milnice.V nasprotnem primeru se lahko na koži pojavijo ne le toplotne, ampak tudi kemične opekline.

Prav tako je treba pravilno izbrati oblačila za delo. Sintetične tkanine absolutno niso primerne. Umetna vlakna so zelo občutljiva na visoke temperature. Topi se in zlahka vname, zato je za delo najbolje izbrati debela oblačila iz naravnega bombaža.
Še ena pomembna točka. Ko se deli segrejejo, začne tok goreti. Njegovi hlapi so nevarni za ljudi. Zaradi tega mora biti prostor, v katerem se izvaja spajkanje bakrenih cevi, dobro prezračen.
Izkušeni mojstri tistim, ki se prvič lotijo spajkanja, svetujejo, naj najprej vadijo na ostankih cevi. Praksa kaže, da lahko po treh ali štirih neodvisno izvedenih povezavah že začnete z namestitvijo cevovoda. V tem primeru je priporočljivo sestaviti sistem na tleh in šele nato začeti s spajkanjem.
Končni cevovod je treba temeljito sprati s čisto vročo vodo, da odstranite spajke in talilo iz notranjosti delov.
Osnovne napake pri spajkanju
Postopek spajkanja bakrenih cevi je precej preprost, vendar zahteva nekaj izkušenj. Začetniki pri svojem delu pogosto delajo napake.
Razmislimo o glavnih:
- Prisotnost napak na površini delov, ki se povezujejo. Takšne napake se lahko pojavijo med postopkom rezanja cevi. Če se spajkanje izvaja čez napako, bo šiv šibek.
- Kontaminacija na območju, kjer so elementi povezani. Po rezanju in čiščenju je treba dele razmastiti.
- Nezadostna širina vgradne reže.V skladu s pravili morajo biti za dele s prečnim prerezom od 6 do 108 mm dimenzije reže od 7 do 50 mm.
- Nezadostno ogrevanje delov. V tem primeru se spajka ne bo mogla pravilno zliti s podlago. Takšen šiv se zlahka zlomi tudi pri majhni obremenitvi.
- Flux ne pokriva celotne površine cevi. Na površini dela ostanejo oksidi, kar negativno vpliva na kakovost šiva.
- Pregrevanje priključnega območja. Povzroča zgorevanje fluksa in nastajanje oksida in vodnega kamna. Posledično se kakovost povezave močno poslabša.
- Preverjanje vroče povezave. Preden preverite kakovost šiva, se morate prepričati, da se je cev ohladila. V nasprotnem primeru se bo povezava neizogibno deformirala in izgubila moč.
- Neupoštevanje varnostnih pravil. Spajkanje se izvaja pri visokih temperaturah in z uporabo agresivnih kemikalij. Obvezna je zaščitna obleka, maska in rokavice.
Mojstru začetniku bo morda težko samostojno določiti stopnjo segrevanja delov, potem je vredno povabiti strokovnjaka in pod njegovim vodstvom narediti prve povezave.
Predstavil vam bo načine izdelave ogrevalnih krogov iz bakrenih cevi. naslednji članek, s katerim vam priporočamo, da se seznanite.
Zaključki in uporaben video na to temo
Več zanimivih informacij o spajkanju bakrenih cevi lahko izveste iz naslednjih videoposnetkov.
Video #1. Značilnosti visokotemperaturnega spajkanja bakra:
Video #2. Kako pravilno spajkati bakrene armature:
Video #3. Katere vrste talil obstajajo za spajkanje?
Spajkanje bakrenih cevi sami je uporabna veščina, ki bo zagotovo prišla prav domačemu mojstru. Bakreni cevovodi služijo zelo dolgo in brez težav.Glede na dokaj visoke stroške takšnih delov lahko veliko prihranite pri samomontaži in dobite visokokakovosten cevovod po zelo ugodni ceni.
Ali imate osebne izkušnje s spajanjem bakrenih cevi s spajkanjem? Morda imate znanje o niansah opravljanja dela? Napišite komentarje v spodnji blok, postavite vprašanja, delite svoje mnenje in fotografije na temo članka.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Zelo redko srečam bakrene cevi, zelo malo ljudi jih dejansko uporablja, raje imajo cenejšo in bolj uporabno plastiko. Toda takšne cevi sem videl v hišah, ki trdijo, da imajo status "elite". Tam se popolnoma prilegajo notranjosti. In moral sem jih tudi spajkati. Iz osebnih izkušenj lahko rečem, da je opravljanje tega dela enostavno in da obstajajo nianse.
Baker je odzivna kovina in vam sam po sebi ne bo povzročal težav. Če pa sami delate napake, bo čez nekaj časa mesto vašega spajkanja puščalo. Vsem, ki se nenadoma soočijo s potrebo po spajkanju bakrene cevi, bom najprej rekel - ne bodite leni in ne izgubljajte časa s pripravljalnimi deli! Dober začetek je pol zdravja.
Če ga slabo razmastite, bo puščalo. Če ga slabo očistiš, je isto. Drugič: zmerna, a zadostna količina fluksa. Če obžalujete, bo ušlo. Pretiravajte in na koncu boste imeli grd sklep. Tretjič: ustrezni temperaturni pogoji. Pregrevanje in pregrevanje sta enako slaba. Na splošno, če boste spajkali prvič, je najbolje, da nekje najdete kos bakrene cevi in vadite, kot v osnutku. Hkrati ugotovite svoje morebitne napake.