Kako variti navpične in vodoravne šive z električnim varjenjem: navodila po korakih
Električno varjenje je tehnologija združevanja strukture kovin s segrevanjem in taljenjem z električnim oblokom.Postala je zelo razširjena na različnih področjih nacionalnega gospodarstva, vključno z zasebnim sektorjem.
Pravzaprav je to metodo mogoče uporabiti za varjenje vseh kovin skupaj ob upoštevanju temperature električnega obloka (7000-8000 stopinj). Toda preden se obrnete na to tehnologijo, se boste morali naučiti variti navpični šiv z električnim varjenjem in razumeti tehniko za pridobivanje vodoravnega šiva.
Vsebina članka:
Zvari: splošne definicije
Tehnologija varjenja kovin je tesno povezana s konceptom zvara. Ta nastane med postopkom strjevanja kovine, staljene z elektroobločnim varjenjem.
Odvisno od mesta varjenja je lahko šiv postavljen vodoravno ali navpično. Poleg tega je lahko prostorska lokacija šiva spodaj, stran ali zgoraj.

Najenostavnejši in najlažji za izvedbo se šteje za polaganje zvarov v ravnini spodnjega obzorja. V takih pogojih je staljeno kovino precej enostavno nadzorovati.

Preostale možnosti za lokacijo šivov v prostoru (stran in vrh) so priznane kot tehnološko težko izvedljive, kar zahteva študij varilnih tehnik in razvoj ustreznih izkušenj.
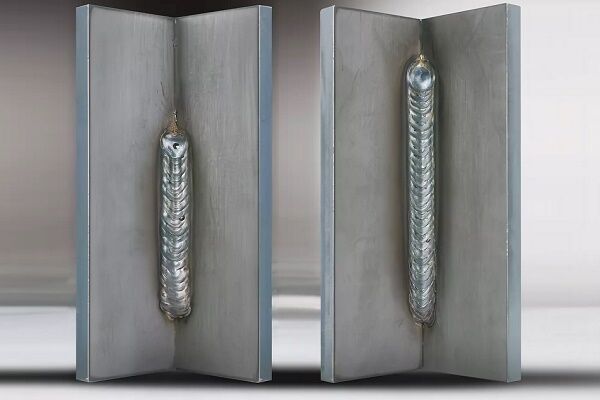
Kako variti navpični šiv?
Težavnost nadzora varjenja pri ustvarjanju navpičnega šiva je posledica običajnega fizikalnega pojava - gravitacije. To vpliva na maso staljene kovine, ki v tekoči obliki drvi navzdol.
V tem primeru mora poklicni varilec preprečiti, da bi staljena masa odšla z mesta varjenja. Stabilno goreči električni oblok, ki se drži na najmanjši dovoljeni razdalji od konca elektrode do zvarnega bazena, bo pomagal doseči ta rezultat.
Tehnika od spodaj navzgor
Vertikalni spoj običajno varimo s premikanjem elektrode v smeri od spodaj navzgor. Ta pot zagotavlja stabilnejši nadzor, električni oblok pa samozavestno drži talilno kopel in preprečuje širjenje. S prehodom od spodaj navzgor je mogoče oblikovati najkakovostnejši navpični šiv.

Seveda je treba pred začetkom varjenja navpičnega šiva pripraviti in obdelati meje spojev v skladu s tehničnimi zahtevami. Varilni aparat je potrebno prilagoditi pogojem varjenja (nastaviti jakost toka, izbrati elektrodo).
Sprva se vzdolž spojne črte izvede več točkovnih "zatičev" - varjenje s kratkim šivom (1 - 2 cm).Namen takih dejanj je preprečiti premik varjenih delov med postopkom segrevanja zaradi temperaturne deformacije.

Pri navpičnem varjenju spoja se kot držanja elektrode glede na ravnino, na kateri bo šiv, vzdržuje znotraj 45-90 °.
Navodila za varilca določajo naslednja dejanja:
- Stik elektrode s kovino vžge oblok.
- "Čepke" so narejene na 3-4 točkah vzdolž spojne linije od sredine do robov.
- Varjenje se začne na najnižji točki linije spoja.
- Hod elektrode je usmerjen navzgor, varilni bazen se drži v delovnem območju.
Elektrodo je treba premikati z zmerno hitrostjo. Glavno merilo hitrosti je nastanek optimalne količine taline v zvarnem bazenu.
Hkrati z navpičnim gibom elektrode so dovoljeni prečni cik-cak premiki v obliki "polmeseca", "ribje kosti" ali drugega "vzorca". Toda tehnika prečnega giba se zdi pomembna le na kovinah z debelino stene več kot 4 mm.
Priporočljivo je varjenje kovine z navpičnim šivom v enem prehodu brez ustavljanja. Za začetnike se to zdi težko. Se pa izkušnje hitro pridobijo.
Tehnika od zgoraj navzdol
Po pridobljenih izkušnjah lahko varilci enostavno položijo navpični šiv s premikanjem elektrode od zgoraj navzdol. V čem je trik izvajanja takšne operacije?
Preprosto: pri vžigu električnega obloka je elektroda glede na obdelovalno ravnino postavljena pod kotom 90º.Takoj, ko se kovina na mestu nastanka obloka začne topiti, se kot namestitve elektrode spremeni za 15-20 °, pri čemer se držalo rahlo spusti.

Ožičenje elektrode vzdolž spojne črte kovin z debelimi stenami se izvaja tudi s prečnimi cik-caki v obliki "žagastega zoba" ali "pravokotnika". Nekateri varilci uporabljajo "valovno" tehniko porazdelitve taline.
Medtem pa način oblikovanja navpičnega šiva od zgoraj navzdol spremljajo velike težave za varilca. Vendar pa po mnenju mnogih strokovnjakov varjenje v tej obliki daje najboljši rezultat glede na kazalnike kakovosti.
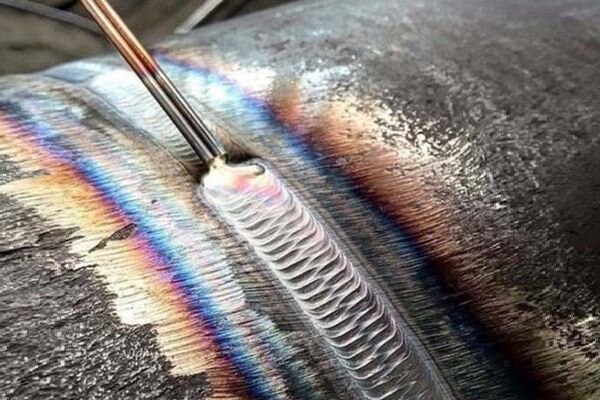
Tehnologija varjenja vodoravnih šivov
Posebnosti varjenja vodoravnega šiva so skoraj enake kot pri navpičnem. Tehnične nianse - spet manipulacija kotov namestitve elektrod.
Smer gibanja med postopkom varjenja delov na spoju lahko izbiramo od njegove skrajne leve do skrajne desne točke ali obratno. Posebno izbiro smeri določi varilec glede na stopnjo osebnega udobja.

Toda kako pravilno zvariti vodoravni šiv z električnim varjenjem, da preprečimo iztekanje taline iz kolesnice zaradi delujoče sile gravitacije?
Tukaj mora varilec izbrati položaj za elektrodo, v katerem bi bila sila električnega obloka enakovredna gravitacijski sili kovinskih kapljic.Morda bo treba prilagoditi jakost toka in poskusno izbrati optimalno hitrost gibanja elektrode.
Običajno se vodoravno varjenje šivov izvaja neprekinjeno do popolnega zaključka. Če pa ne morete držati taline (varilni bazen) pod nadzorom, lahko poskusite spremeniti tehniko - preklopite na udarec s periodičnim ugašanjem obloka.
Vse te tankosti se razvijejo s prihodom izkušenj pri izvajanju varilnih del. Zato ne obupajte, če pri prvih poskusih nič ne uspe.

Oblikovanje vodoravnega šiva zahtevane širine in globine penetracije se praviloma doseže s previdnim prečnim premikanjem gorečega konca elektrode od roba enega spojenega dela do roba drugega.
Pri varjenju kovin do debeline 4 mm se uporabljajo različne možnosti "vzorca" prečnega giba elektrode. V zvezi s tem ni posebnih priporočil. Glavna stvar je pridobiti zahtevano širino šiva in globino penetracije.
Električni oblok: kontrola optimalne dolžine
Velikost reže med vročim koncem elektrode in kovinsko ravnino, ki zadostuje za nastanek električne razelektritve, se imenuje dolžina obloka. Eden od glavnih stebrov poučevanja varilcev je nadzor optimalne dolžine obloka.
Teoretično lahko v načinu varjenja dobimo tri obločne reže:
- kratka (1 – 1,5 mm);
- dolg (3,5 – 6 mm);
- normalno (2 – 3 mm).
Za način zgorevanja s kratkim oblokom je značilno nezadostno segrevanje kovine po širini.V takih primerih je vzdolž robov šiva tako imenovani "spodrez" - majhna vdolbina. Prisotnost takšne napake kaže na nizke kazalnike kakovosti zvara.

Način varjenja z dolgim oblokom običajno spremlja občasno gašenje. Tu pride do rahlega segrevanja kovine v globino. O dobri kakovosti šivov tudi ni treba govoriti.
Tako ostane edina možnost, na katero se mora varilec začetnik osredotočiti, normalna dolžina obloka, ki ne sme biti večja od Ld = 0,5-1,1 * De (Ld - dolžina obloka; De - premer elektrode).
Nadzor položaja elektrod
Postopek varjenja se lahko izvede v položaju elektroda kot naprej, kot nazaj, pravi kot. S katero koli od teh treh tehnoloških metod lahko varilec ustvari šive v različnih proizvodnih pogojih.

Tako se metoda "sprednji kot" tradicionalno uporablja za povezovanje elementov z vodoravnimi in navpičnimi šivi v pogojih zgornje lege delov v prostoru (stropno varjenje). Ista tehnika se uspešno uporablja za varjenje fiksnih cevnih spojev ali pri gradnji domače izdelave peči na plinske jeklenke.
Z držanjem elektrode strogo pod pravim kotom (90º) varilec poskrbi za opravljanje dela na težko dostopnih mestih. Končno, tehnika "back angle" omogoča visokokakovostno varjenje vogalnih spojev.
Pri namestitvi elektrode pod kotom naprej običajno delajo s kovinami s tankimi stenami. V tem položaju elektrode dobimo širok šiv plitke globine. Pri kovinah z debelimi stenami, nasprotno, poskušajo uporabiti tehniko "kot nazaj", s čimer zagotovijo, da se kovina segreje na zadostno globino.
Tokovni parametri in gibanje elektrode
Vrednost toka in hitrost gibanja elektrode sta pomembna dejavnika, ki vplivata na kakovost šiva. Varjenje z velikimi tokovi spremlja segrevanje kovine na veliko globino, kar vam omogoča povečanje hitrosti gibanja elektrode. Ob optimalnem razmerju toka in hitrosti gibanja elektrode dobimo enakomeren, kakovosten šiv.
Korespondenčna tabela za tok, elektrodo, debelino kovine
| Moč toka, A | Premer elektrode, mm | Debelina kovine, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Pri premikanju elektrode z določeno hitrostjo je treba upoštevati velikost obloka. Prehitro dovajanje elektrode pri nizki moči ne bo moglo zagotoviti zadostne temperature segrevanja.
Posledično ne bo mogoče variti kovine na zahtevano globino. Šiv bo preprosto "ležal" na površini in komaj "zgrabil" meje robov.

Nasprotno, v pogojih pretirano počasnega napredovanja elektrode bo ustvarjena pregreta atmosfera, ki ogroža deformacijo kovine na varilni liniji. Če imajo kovinski elementi tanko strukturo, bo močan lok preprosto zgorel skozi kovino.
Lahko uspešno vadite kot varilec začetnik in izpopolnite svoje veščine izdelave šivov izdelava peči za testiranje, katerega osnova telesa je kovinska cev.Priporočamo, da preberete koristne informacije.
Navodila za varilca začetnika
Varilna dela se lahko izvajajo le z uporabo ustrezne opreme.
Standardni komplet vsebuje:
- Jakna, hlače, rokavice, čevlji iz ognjevarnih, vzdržljivih, močnih materialov.
- Pokrivalo, ki popolnoma pokriva zadnji del glave.
- Posebna zaščitna maska za obraz in oči.
Za izvedbo varjenja uporabite delovno napravo, katere električni del je zaprt z zanesljivim ohišjem. Električni kabli, vključeni v napravo, morajo imeti popolno izolacijo in ustrezati električnim karakteristikam naprave.
Mesto varilca mora biti opremljeno z delovno mizo, viri svetlobe, ozemljitvenim vodilom, sredstvi za zaščito pred električnim udarom in opremo za gašenje požara.
In preden začnete z delom, morate natančno preučiti pravila za električno varjenje, razmislite in preučite metode in možnosti za vzpostavitev povezav.
Zaključki in uporaben video na to temo
Vabimo vas, da si ogledate video delavnico varjenja: kako variti vodoravne in navpične šive:
Ni nujno, da ste usposobljeni varilec, vendar je zaželeno znanje varilnih tehnik. Zahvaljujoč obstoječim veščinam varjenja ima oseba več možnosti za izvajanje različnih gospodinjskih projektov.
Če želite, lahko vedno preučite tehnologijo, praktične izkušnje pa vam bodo pomagale obvladati tehniko opravljanja dela na visoki ravni.
Bi radi spregovorili o lastnih izkušnjah pri izdelavi zvarov? Ali poznate podrobnosti postopka, ki niso navedene v članku? Napišite komentarje v spodnji blok.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}