Tlačni preizkus kovinsko-plastičnih cevi: postopek in nianse izvajanja dela
Uspešna alternativa tradicionalnim jeklenim cevem so tehnološki izdelki iz kovine in plastike. Posebno priljubljenost je pridobil v vodovodni industriji.Kovinska plastika se uporablja pri montaži in popravilu tlačnih komunikacij, breztlačnih tokokrogov za oskrbo s toplo in hladno vodo ter ogrevalnih sistemov.
Za oblikovanje povezav se uporablja preprosta in dostopna metoda - stiskanje kovinsko-plastičnih cevi. Povedali vam bomo, kako poteka to delo, katera orodja bo neodvisni vodovodar potreboval za gradnjo ali obnovo sistemov. Naša priporočila vam bodo pomagala doseči najvišjo kakovost rezultatov.
Vsebina članka:
Stiskanje: pojem v širšem smislu
Sam koncept "tlačnega testiranja" v zvezi s kovinsko-plastičnimi cevmi je treba obravnavati v širšem pomenu besede. Tlačno testiranje se na primer pogosto nanaša na standardne preskuse, ki se izvajajo hidravlično ali pnevmatsko.
Toda sodobna praksa kaže, da izraz "preskus tlaka" povsem logično ustreza tudi postopku povezovanja fitinga in kovinsko-plastične cevi. Ta vrsta povezave se izvede s tehnologijo električnega stiskanja s posebnim orodjem (klešče za stiskanje).

Ne glede na pogoje namestitve in uporabljene tehnologije namestitev vodovoda ali drugih komunikacij na osnovi kovinsko-plastičnih cevi spremljajo preskusi tesnosti in trdnosti.

običajno, testni proces izvedeno hidravlično. Toda možnost testiranja s pnevmatsko metodo ni izključena.
Metode stiskanja kovinske plastike
Hidravlična metoda vključuje polnjenje kovinsko-plastičnih cevi z vodo in nato povečanje tlaka do nastavljenih vrednosti. Preizkusi lahko vplivajo na celotno postavljeno avtocesto ali le na posamezne njene odseke.
Pnevmatska metoda uporablja stisnjen zrak namesto vode. Ta metoda stiskanja velja za manj učinkovito in bolj nevarno v primerjavi s hidravlično možnostjo. In ni pomembno, ali so testirane kovinske ali kovinsko-plastične cevi.
Možnost #1: hidravlični
Postopek se ne razlikuje od standardne izvedbe, ki se uporablja na jeklenih vodovodih. Edino opozorilo je, da so delovni tlaki za plastične cevi nižji od tistih, ki so sprejeti za kovinske izdelke.
V skladu s tem se preskusni tlak izračuna ob upoštevanju standardnih nastavitev delovnega tlaka za plastiko po formuli:
Ri = Ррп * 1,5,
V njem je Ri preskusni tlak; Ррп – delovni tlak plastične cevi.
Temperatura vode v cevovodu je dovoljena v pozitivnih vrednostih 5 - 40ºС.
Potek postopka:
- Pripravite testno območje (namestite pipe, čepe).
- Namestite 2 manometra na različnih točkah v liniji.
- Namestite zračnik na zgornji ravni linije.
- Priključite vodno črpalko na spodnji ravni napeljave.
- Napolnite vod z dovodom vode od spodnjega do zgornjega nivoja.
- Odprite prezračevalno odprtino, da izpustite zrak iz sistema.
Znotraj avtoceste od kovinsko-plastične cevi Tlak je treba povečevati počasi, brez nenadnih skokov. Takšne pogoje črpanja tlaka zagotavlja ročna hidravlična stiskalnica.

Dokler se vrednost tlaka ne približa delovni ravni, je priporočljivo občasno vizualno spremljati območja možnih puščanj.
Ta področja so običajno:
- povezave cev v cevi;
- stik med cevjo in priključkom;
- namestitvene točke za pipe in čepe.
Povečanje tlaka v kovinsko-plastičnih ceveh na vrednost, ki presega delovni parameter za 1,5-krat, je dovoljeno le v odsotnosti ljudi v bližini testirane cevi.
Vzpostavljen preskusni tlak v cevovodu je treba vzdrževati določen čas. Za sisteme za oskrbo z vodo iz kovinsko-plastičnih cevi, namenjenih za uporabo v domačih razmerah, je sprejet minimalni čas zadrževanja pet minut.
Med sprejetim minimalnim preskusnim časom ni dovoljen padec tlaka na mestih namestitve kontrolnih manometrov. Če na kontrolnih instrumentih opazimo negativne spremembe, to stanje kaže na nepopolno tesnost sistema.
Tlak je treba zmanjšati na delovno vrednost in skrbno preveriti morebitna puščanja po celotnem odseku kovinsko-plastičnih cevi. Odpravite ugotovljene napake in ponovite testni postopek.

Preskusi tesnjenja so uspešni, če izpolnjujejo naslednje pogoje:
- vizualno ni bilo ugotovljenih puščanj;
- vizualno ni bilo zaznati razpok stene cevi;
- pet minut ni bilo sprememb tlaka na kontrolnih manometrih;
- ni vidnih deformacij cevovodov.
Medtem je treba pojasniti: če časovni zamik presega petminutni interval, je dovoljen rahel padec preskusnega tlaka zaradi naravne spremembe temperature vode v kovinsko-plastičnih ceveh.
Možnost #2: pnevmatski
Če iz nekega razloga ni mogoče izvesti hidravličnega preskušanja, je dovoljena alternativa - pnevmatsko testiranje.
Pnevmatska preskusna metoda se razlikuje po nekoliko drugačnem načinu preverjanja puščanja, vendar na splošno praktično ponavlja hidravlično metodo. Ta tehnologija se na ceveh ne uporablja tako pogosto, vendar se pogosto uporablja za stiskanje posameznih naprav, kot so ekspanzijske posode, kotli, toplotni izmenjevalniki itd.

Za odkrivanje puščanja pri pnevmatskem tlačnem testiranju se običajno uporablja raztopina mila. Sestavljeno cev napolnimo z zrakom pod tlakom Pu = Ppp * 1,15 in območja potencialnih puščanj namakamo z milno raztopino. Izpust zraka določa nabrekanje mehurčkov.
Ta tehnika testiranja vam omogoča vizualno odkrivanje celo manjših puščanj. Toda inšpektorju je precej težko spremljati prisotnost puščanja na mestih, ki so težko dosegljiva za vizualno opazovanje.
Pnevmatska preskusna metoda je zelo primerna za testiranje tesnosti povezav kovinsko-plastični priključki za cevi ali po shemi "cev v cevi". Ko pa morate preizkusiti moč cevovodnega sistema, ta metoda očitno ni najboljša. Tu se je treba zateči k hidravličnemu testiranju.
Stiskanje kot način povezovanja
Prakso vgradnje kovinsko-plastičnih cevi zaznamuje uporaba več metod, primernih za izdelavo vseh vrst povezav:
- spajkanje;
- oreh;
- stiskanje
Zadnja metoda od treh je natančno stiskanje kovinsko-plastične cevi v območju njenega stika s priključkom.

Tehniko takšnega stiskanja odlikujejo preprosta dejanja, ki jih lahko izvede tudi neprofesionalni vodovodar. Edina zadržka je, da delo zahteva t.i stiskalne čeljusti – posebno orodje, ki ustvarja zanesljivo stiskalno povezavo.
Na splošno je za izvedbo dela s tehniko stiskanja potreben naslednji nabor orodij:
- rezalnik cevi za kovinsko-plastične cevi;
- kalibrator, ekspander, procesor za posnemanje robov;
- stiskalne klešče.
Rezalnik cevi naredi enakomeren rez na dano velikost, brez deformacije cevi in pod pravim kotom. S pomočjo kalibratorja in procesorja posnetkov se končni del kovinsko-plastične cevi pripravi za kasnejšo povezavo s priključkom.
Včasih je za delo potreben ekspander. Posebno mesto v procesu zasedajo stiskalne čeljusti. S pomočjo tega orodja je pripravljena povezava stisnjena.
Pri montaži kovinsko-plastičnih cevovodov se uporabljajo stiskalni in stiskalni (aka navojni) priključki, koraki za njihovo namestitev so v veliki meri podobni:
Kako stisniti kovinsko-plastično cev
Postopek stiskanja za povezovanje kovinsko-plastične cevi s fitingom vključuje naslednje zaporedje dejanj:
- Rezanje kovinsko-plastične cevi na velikost.
- Izvedba kalibracije njegovih končnih odsekov.
- Posnemanje vzdolž notranjega polmera.
Nato se na koncu cevi namesti stiskalni tulec.

Po teh korakih se priključni del priključka vstavi v kovinsko-plastično cev s konca, kjer se nahaja stiskalni tulec. Premaknite stiskalni tulec vzdolž telesa cevi in ga namestite vzporedno s priključkom. Navodila za delo s stiskalnimi fitingi pri montaži kovinsko-plastičnega cevovoda dano tukaj, Priporočamo, da preberete koristne informacije.
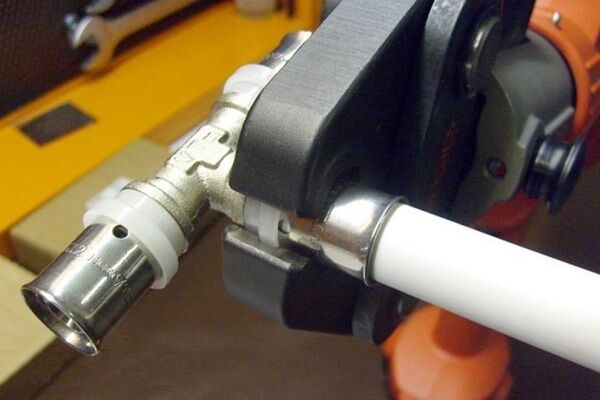
Na območje spoja nanesite stiskalne klešče, dopolnjene z opremo, ki ustreza premeru cevovoda, ki ga obdelujete. Stisnite ročaje orodja, dokler se ne ustavijo.

Takšna dejanja so značilna za izvajanje stiskanja z ročnim orodjem. Medtem, poleg ročnega stiskanja, obstajajo električne, hidravlične in pnevmatske naprave.
Te možnosti oblikovanja se običajno redko uporabljajo v vsakdanjem življenju. Njihov namen je sektor industrijske proizvodnje. V konfiguraciji se tudi zelo razlikujejo od ročnih modelov.
Pri delu s stiskalnimi čeljustmi je treba opozoriti na nekatere značilnosti. Vedno je dovoljeno le enkratno stiskanje. Če iz nekega razloga prvič niste mogli izvesti visokokakovostnega stiskanja, ne poskušajte ponoviti dejanja. Okvarjeno zvitje je treba odstraniti in najprej izvesti postopek stiskanja.
Prednosti in slabosti stiskanja
Ocenjevanje povezava kovinsko-plastičnih cevi, izdelan s stiskalnimi čeljustmi, ne moremo pozabiti na prednosti in slabosti.

Tako eno kot drugo določa pogoje, v katerih je ta metoda primerna.
Seznam opaženih prednosti je naslednji:
- ustvarjena je nenadzorovana povezava;
- Zasnova za visoke delovne tlake;
- visoka mehanska trdnost;
- dolga življenjska doba;
- enostavna, enostavna in hitra namestitev.
Z vidika obstoječih pomanjkljivosti strokovnjaki ugotavljajo tudi nekatere dejavnike in jih običajno povezujejo z merili vzdrževanja ali namestitve:
- ustvarjena je stalna povezava;
- Potrebno je posebno orodje (klešče za stiskanje).
Slaba stran je, da vsaka napaka pri stiskanju vse delo zmanjša na nič.

Poleg teh pomanjkljivosti lahko dodate visoke stroške glavnega orodja - stiskalnice.
Res je, da ročna prilagoditev bivalnim razmeram ni tako draga kot avtomatske zasnove. Toda tudi v tem primeru ni donosno kupiti, saj je potreba po orodju dejansko enkratna.
Zaključki in uporaben video na to temo
Iz videoposnetka se lahko naučite, kako delati z mehanskimi stiskalnimi kleščami, in sicer kako stisniti kovinsko-plastične cevi.
Priporočljivo je, da kovinsko-plastične cevi namestite z metodo stiskanja v okoljskih pogojih s temperaturo, ki ni nižja od +10ºС. Priporočljivo je, da kupljeni material (cevi) hranite v novih pogojih vsaj 24 ur in šele nato pričnete z montažo.
Vgrajeni vodovodni sistem mora biti testiran na tesnost in trdnost s hidravličnimi in pnevmatskimi preskusi.
Ali imate izkušnje z delom s kovinsko-plastičnimi cevmi in njihovim povezovanjem? Ali poznate tehnološke podrobnosti izdelave tega dela, ki niso zajete v članku? Napišite komentarje v spodnji blok obrazec, postavite vprašanja, objavite fotografije.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Če imate potrebno orodje (poseben rezalnik cevi in stiskalne klešče), izvedba stiskanja kovinsko-plastičnih cevi ne predstavlja velikega problema in ga je zelo enostavno narediti sami. Če kaj ni jasno, si oglejte nekaj videov, ki jih je polno na internetu. Druga stvar je, da orodja nimajo vsi in ni poceni.
Da, nima smisla jih kupovati, če tega ne počnete profesionalno. Pravkar sem si izposodil stiskalne klešče; zdaj je veliko podjetij, kjer lahko to storite.
Zdravo. Ali je pri izdelavi cevi potrebno posneti rez?