Kovinsko-plastične cevi: vrste, tehnične lastnosti, značilnosti namestitve
V številnih lastnostih so kovinsko-plastične cevi boljše od svojih najbližjih konkurentov: polimernih, bakrenih, litega železa in jeklenih materialov za polaganje avtocest. Njihove lastnosti so še posebej pomembne pri gradnji ogrevalnega sistema.
Da bi kovinsko-polimerni kompozit v celoti uresničil lastnosti, ki jih je navedel proizvajalec, je treba izbrati pravo vrsto cevi. Ustrezati mora prihajajočim obratovalnim pogojem in olajšati namestitev. Vse o ceveh iz kovine in plastike ter smernicah za njihovo izbiro boste izvedeli iz našega članka.
Vsebina članka:
Struktura kovinsko-plastičnih kompozitnih cevi
Kovinsko-plastični cevovod je postal priljubljen zaradi kombinacije trdnosti kovine in prilagodljivost polimer. Zasnova kompozitnih cevi je večplastna "pita" plasti polimera, ojačanih z aluminijasto plastjo.
Simbioza plastike in kovine zagotavlja visoko mehansko trdnost, preprečuje difuzijo kisika iz atmosfere in minimalizira toplotno raztezanje materiala.
Notranja polietilenska “podloga” je popolnoma gladka, kar zagotavlja neoviran prehod transportiranega medija in preprečuje nastanek oblog in vodnega kamna.Polimer je odporen na agresivne snovi in ne korodira.

Kovinsko jedro je odgovorno za togost izdelka in povečuje temperaturno odpornost cevovoda. Konci aluminija so spojeni z laserskim varjenjem. Debelina aluminijastega tulca je 0,15-0,75 mm - to mu omogoča, da prenese pogosta temperaturna nihanja in visok pritisk.
Zunanja polimerna plast je posebej trpežna plastika, odporna na mehanske poškodbe, visoko vlažnost in agresivne reagente. Zunanja lupina zmanjša intenzivnost nastajanja kondenza na ceveh.

Začetne lastnosti izdelka v veliki meri določa vrsta uporabljenega polimera:
- PEX – polietilen visoke gostote;
- PE-RT – toplotno odporen polimer;
- PE-R - polietilen;
- PP-R – polipropilen.
Sestava lepila je odgovorna za trdnost celotnega sklopa. Proizvajalci uvajajo lastne patentirane recepture, sestavine in razmerje komponent pa se ne oglašujejo. Visokokakovostna lepilna plast nevtralizira napetost znotraj strukture med polimerom in aluminijem, preprečuje razslojevanje in povečuje odpornost proti obrabi cevovoda.
Fizične in tehnične lastnosti
Lastnosti kovinsko-plastičnih cevovodov so odvisne od dimenzij izdelka (premera, debeline stene), vrste polimera in proizvajalca. Vendar morajo vsi kazalniki ustrezati standardom GOST 18599 (2001), R-53630 (2009) in R-52134 (2003).

Splošne zahteve za kovinsko-plastično omrežje po GOST:
- meja tečenja vroče plastične plasti - do 0,3 g / 10 minut;
- brez razslojevanja sprednjega roba, ko se raztegne do 10%;
- najmanjša dovoljena odpornost proti razslojevanju pod obremenitvami je 15 N / cm, brez obremenitev - od 50 N / cm;
- zamreženje polietilenskih plasti - od 60%;
- toplotna stabilnost plastičnih komponent;
- mejna vrednost prepustnosti kisika pri temperaturi +40°C je 0,32 mg/m²*dan, pri +80°C – 3,6 mg/m²*dan;
- stopnja trdnosti uporabljenih polimerov je od 8-12 MPa;
- začetna temperatura fluidnosti lepilne sestave je najmanj +120°C.
GOST ureja tudi okoljske parametre. Delež hlapnih snovi v kovinsko-plastičnih ceveh ne sme presegati 0,035%.
Osnovne povprečne fizikalne in tehnične lastnosti:
- Sortiment. Proizvajalci ponujajo kovinsko-plastične letve z notranjim prerezom 14-60 mm in debelino stene 2-3 mm. Dolžina zaliva je 50-200 m.
- Moč. V pogojih bočne obremenitve je minimalna natezna trdnost 2880 N. Trdnost zvarov na kovinske in lepilne spoje je 57 in 70 N/sq.mm.
- Toplotna odpornost. Kompozit ohranja svoje lastnosti v temperaturnem območju +95°C. Predpostavimo kratkotrajni skok na +110°C; pri -40°C termoplast zmrzne.
- Linearni parametri. Polmer upogiba je neposredno sorazmeren s premerom cevi. Za ročno montažo je vrednost 80-125 mm, za strojno montažo (cevni upogib ali šablona) - 46-95 mm.
Omejitev tlaka v sistemu je odvisna od temperature transportiranega sredstva.

Če je v skladu s standardi delovanja potnega lista, je življenjska doba kovinske plastike 50 let. Pri uporabi v "vročih" komunalnih omrežjih (temperatura hladilne tekočine nad 25-30 ° C) se obratovalna doba skrajša na 25 let.
Zmogljivost in obseg uporabe
Struktura in tehnične značilnosti kovinske plastike so določile številne prednosti kompozitne avtoceste.
Pozitivni vidiki delovanja vključujejo:
- proti koroziji – notranja površina ne rjavi in ne zamuljuje;
- dobra pretočnost zaradi nizkega hidravličnega upora cevovoda;
- kemična inertnost za večino strupenih snovi in agresivnih okolij;
- prilagodljivost, ki omogoča minimiziranje števila priključki in vogalni deli;
- plinotesnost - elementi cevovodnega sistema (radiatorji, kotli, črpalna oprema) so zaščiteni pred škodljivimi učinki kisika;
- absorpcija hrupa - tihi transport tekočine vzdolž naprav;
- odpornost proti obrabi, enostavna uporaba in odsotnost dodatnega vzdrževanja.
Cevi so lahke in zato enostavne za transport in montažo. Dodatne prednosti: estetika, dostopna cena in praktično brez odpadkov.

Poleg pozitivnih vidikov ima kovinska plastika tudi slabosti:
- Razlika v toplotnem raztezanju. Plastika se hitreje »prilagodi« spremembam temperature vode kot aluminij. Ta razlika negativno vpliva na material - sčasoma spoji oslabijo in nevarnost puščanja se poveča.
- Zahteve za upogibanje. Ponavljajoče upogibanje/razvijanje ali enkratno upogibanje, ki presega normo, lahko povzroči deformacijo plasti kovinsko-plastičnega oblikovanja.
- Občutljivost za UV žarke. Polimerna zunanja plast izgubi svoje zaščitne lastnosti s podaljšano izpostavljenostjo ultravijoličnemu sevanju.
Kovinsko-polimerni cevovod je nameščen s pomočjo stiskalnih fitingov.

Te deformacije so lahko posledica zmrzovanja hladilne tekočine v cevi. Rešitev problema: izolacija glavnega voda v fazi namestitve ali zamenjava transportirane vode v ogrevalnem sistemu z vodo proti zmrzovanju.
Lastnosti delovanja kovinsko-polimernih cevi omogočajo njihovo uporabo v zasebni, industrijski gradnji in na drugih področjih poslovanja.
Glavne aplikacije:
- komunikacije vodovodnih sistemov;
- dobava agresivnih tekočin in plinov v kmetijstvu in industrijskih objektih;
- ureditev izoliranih "vodnih tal", tudi za ogrevanje tal v rastlinjakih;
- izolacija električnih kablov in žic.
Kovinsko-plastični kompozitni elementi se pogosto uporabljajo pri gradnji prezračevalnih, klimatskih in namakalnih sistemov.

Omejitve delovanja:
- prostori, razvrščeni po standardih požarne varnosti v kategorijo "G" - nahajajo se snovi, katerih obdelavo spremlja nastajanje toplote ali pojav isker;
- stavbe s toplotnimi viri, če njihova temperatura ogrevanja presega 150 °C;
- centralizirano ogrevanje z "vložkom" dvigalne enote;
- pri dovajanju vroče hladilne tekočine z delovnim tlakom 10 barov ali več.
Ni priporočljivo vgraditi kovinsko-plastičnih komponent v odprte komunalne vode. Temperaturni skoki in delovanje v hladnem vremenu bodo privedli do uničenja cevovoda.
Izbor kovinskih in plastičnih izdelkov
Kakovost in pogoji delovanja kovinsko-plastičnih izdelkov so odvisni od vrste polimerne komponente, velikosti, tehnologije povezovanja aluminijastega tulca in zanesljivosti proizvajalca. Po naštetih kriterijih je mogoče razvrstiti celotno paleto cevnih izdelkov.
Vrsta uporabljenega polimera
Plastiko za proizvodnjo cevi po sestavi konvencionalno delimo v dve skupini: visokotlačne in nizkotlačne polimere.
Prva skupina vključuje:
- PEX- zamrežen polietilen;
- PE-RT – toplotno odporen polimer.
PEX je polietilen z "navzkrižno povezanimi" molekulskimi verigami. Prečne povezave spremenijo linearno strukturo v stabilno tridimenzionalno povezavo.

Ta lastnost poveča odpornost cevovodov na vodno kladivo.
Vrsta medmolekulskih vezi je določena z uporabljenim katalizatorjem zamreženja:
- PEX-A. Nove verige znotraj strukture so rezultat obdelave polietilena s peroksidom. Dosežena je največja raven "firmware" - do 85%. Prednosti: ohranjanje elastičnosti, visoke trdnosti in izrazitega molekularnega "spomina". Slaba stran je visoka cena tehnologije in posledično visoka cena cevi.
- PEX-B. Optimalna alternativa A-linkom. Tehnika zamreženja z uporabo silana. Glavna prednost je zmanjšanje proizvodnih stroškov. Tehnološke nianse: stopnja zamreženja - 65%, zmanjšana elastičnost, strožje omejitve pri upogibanju cevi. Polimeri PEX-B ohranjajo počasen proces zamreženja - material sčasoma spreminja svoje prvotne lastnosti.
- PEX-C. Tvorba novih vezi pod vplivom elektronskega sevanja. Parametri kakovosti končnega izdelka so bistveno slabši od cevi kategorije PEX-A. Plus - nizki stroški.
- PEX-D. Medmolekulske vezi so rezultat obdelave z dušikom. PEX-D cevi ne morejo tekmovati s svojimi sorodniki, zato je njihova proizvodnja zmanjšana.
Za cevi RE-RT je značilna dolgotrajna toplotna odpornost. Toplotno stabilen polietilen ima številne stabilne medmolekulske vezi. Proizvodnja vključuje tehniko nadzorovanih procesov prostorskega oblikovanja makromolekul.

Zahvaljujoč visokim tehničnim lastnostim kovinsko-plastičnih cevi s polimerom RE-RT se je njihov obseg uporabe razširil. Glavna linija lahko prenese temperature do +124 ° C in se ne boji zmrzovanja.
Za vgradnjo "hladnega" cevovoda so primerni modeli iz polietilena nizke gostote. Možne oznake: PE-RS, PE, PEHD, HDPE. Lastnosti materialov:
- temperatura 70 ° C je kritična - cevi so deformirane;
- najvišji sistemski tlak – 8-10 barov;
- poslabšanje zaradi izpostavljenosti soncu.
Kompozitni material iz kovine in nizkotlačnih polimerov je izbran z namenom "zmanjšati" proračun za gradnjo cevovoda.
Dimenzije cevi: premer in debelina ojačitve
Velikost cevovoda je določena z njegovim obsegom uporabe. Paleta vodilnih proizvajalcev vključuje modifikacije z zunanjim premerom 16-50 mm.

Spodaj so značilnosti in značilnosti uporabe cevi s premerom XX * YY, kjer je XX zunanji odsek, YY je notranji premer.
16*12. Cevi se uporabljajo predvsem za ureditev vodnega kroga (dovod vode do števcev, mešalnikov) in ogrevalnega sistema hiše. Za glavni cevovod se lahko uporabljajo izdelki z večjim premerom.
20*16. Vgradnja "toplih tal" in sistemov za oskrbo z vodo. Armature imajo boljšo pretočnost v primerjavi s prejšnjimi analogi, zato jih je priporočljivo namestiti, ko je pritisk vode nestabilen.
26*20. Debelina stene – 3 mm.Ta možnost se prednostno uporablja v zasebnem domu za avtonomne sisteme, kjer je pomembno zagotoviti nekaj rezervne zmogljivosti v primeru morebitnih "prekinitev" pritiska.
32*26. Dimenzije cevi omogočajo uporabo kot dvižni vod ali glavni cevovod za nizkotlačne sisteme. Prostornina transportirane enote se poveča zaradi velikega preseka.
40*32. Debelina – 3,9 mm. Cevi so našle uporabo pri polaganju dolgih poti komunalnih omrežij v civilni in industrijski gradnji. Primerno za čiščenje vode, klimatizacijo, individualne in centralizirane sisteme oskrbe z vodo.

Debelina oklepne plasti določa trdnost, prožnost in toplotno prevodnost cevi.
Pri izbiri se upoštevajo naslednje nianse:
- debelejša kot je plast aluminija, bolj tog je cevovod;
- samomontažo je lažje izvesti iz izdelkov s kovinsko plastjo 0,15-0,2 mm;
- s povečanjem deleža ojačitve se poveča izguba toplotne energije med transportom hladilne tekočine.
Za opravljanje notranjih gospodinjskih del je optimalna velikost ojačitvene plasti 0,3-0,5 mm.
Nianse proizvodne tehnologije
Obstajata dve osnovni metodi za proizvodnjo kovinsko-polimernih cevi: angleški in švicarski. Glavna razlika med tehnologijama je možnost povezave aluminijastega tulca.
Od tržnikov lahko pogosto slišite o razvrstitvi cevi v "brezšivne" in "brezšivne" glede na tehnologijo izdelave. Če pa se poglobite v osnove proizvodnje, lahko razumete, da je spojni šiv prisoten v obeh možnostih, razlika je v njegovi izvedbi.
Angleška tehnologija - prekrivno varjenje. Cev je oblikovana iz kovinskega traku, robovi "rokavov" so varjeni z ultrazvokom. Plasti lepila in polimera se hkrati nanesejo na zunanjo in notranjo stran aluminijaste cevi.

Švicarska tehnologija – sočelno varjenje. Faze proizvodnje:
- Proizvodnja polimernih cevi z ekstruzijo.
- Nanašanje lepila na zunanjo površino plastike.
- Oblikovanje in "valjanje" kovinske plasti iz aluminijastega traku.
- Lepljenje robov ojačitvenega materiala od konca do konca z argonskim ali laserskim varjenjem.
- Zaporedna uporaba lepila in polimera na površino aluminija.
Končna faza je hlajenje končnega izdelka.

Zagotovil prodajalcev "brezšivnih" cevi o večji trdnosti v primerjavi z "brezšivnimi" cevmi ne bi smeli jemati kot aksiom. Strokovnjaki za varjenje vedo, da je trdnost prekrivnega vara vedno višja od trdnosti sočelnega spoja.

Pregled proizvajalcev: razmerje med kakovostjo in ceno
Domača in tuja podjetja predstavljajo neformalno oceno proizvajalcev kovinsko-polimernih cevi.
Valtec (Italija, Rusija). Kovinsko-polimerni cevni sistemi so izdelani po organosilanidni metodi (PEX-b).Stopnja zamreženosti delovne plasti je 65%, zaščitne zunanje plasti je 55%. Kombinacija lastnosti je omogočila pridobitev fleksibilnega materiala.

Okvirna cena izdelka 16*2 mm – 1 USD/m, 32*3 mm – 4,5 USD/m.
Henko (Belgija). Petslojne cevi, izdelane po "brezšivni" tehnologiji. Za proizvodnjo se uporablja zamreženi polietilen PEX-C, stopnja zamreženosti je 60%. Cevi se proizvajajo s premerom 14-40 mm, debelino - 2-3,5 mm, dolžino zvitka - 5-200 m.

Povprečni strošek za cevne armature s prečnim prerezom 20 mm je 0,8 USD/m.
Oventrop (Nemčija). Podjetje je specializirano za proizvodnjo toplotno odpornih cevi na osnovi polimerov PE-RT. Zaradi svojih odličnih tehničnih in operativnih lastnosti izdelki veljajo za univerzalne in se uporabljajo na različnih področjih gradnje. Cena - približno 1,2 USD/m.
Comap (Francija). Kovinsko-plastični cevovod z uporabo polimernih spojin PEX-C in PEX-B. Izdelke odlikuje absolutna elektrokemijska stabilnost in nizka stopnja obrabe. Cevi serije Multi-Skin dobro absorbirajo hrup in ohranjajo dano obliko krivine.
Nanoplast (Rusija). Domači proizvajalec je začel s proizvodnjo kovinsko-polimernih cevi po švicarski tehnologiji. Posebnost izdelka je ojačana ojačitvena plast (debelina kovine je 0,3-0,55 mm).

Dekodiranje proizvodnih oznak
Oznaka vsebuje osnovne podatke o lastnostih in namenu cevovoda. Zaporedje vrednosti se lahko razlikuje od proizvajalca do proizvajalca.
Standardne oznake:
- ime proizvodnega podjetja;
- proizvodni standard, številka certifikata;
- vrsta uporabljenih materialov;
- nazivne dimenzije;
- največji dovoljeni tlak;
- okolje, primerno za prevoz;
- dodatni pogoji delovanja (temperatura).
Na koncu se izpiše številka serije, številka izmene in datum proizvodnje.

Značilnosti namestitve kovinsko-plastičnega cevovoda
Montaža glavnega voda iz kovinsko-polimernih cevi se izvaja s tremi vrstami oblikovanih fitingov: snemljivi, kompresorski, stiskalni fitingi. Za vzpostavitev povezav s stiskanjem potrebujete stiskalne čeljusti, kar omogoča oblikovanje popolnoma zaprte enote.
Priključitev cevi s stiskalnimi fitingi se izvede na naslednji način:
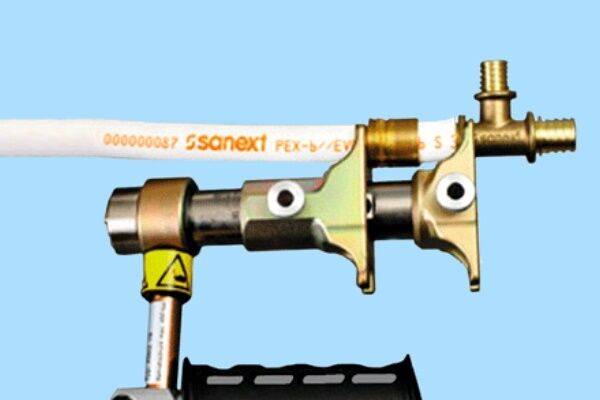
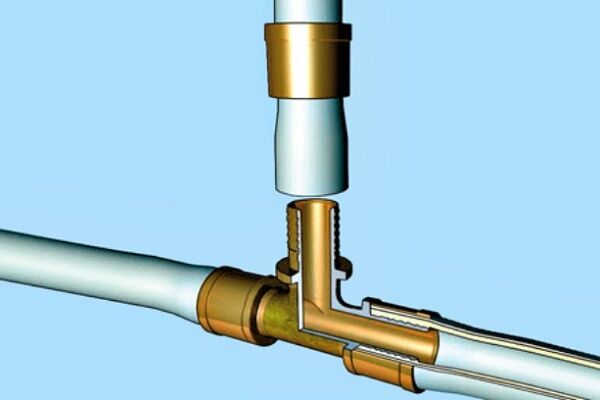
Poleg tradicionalnih stiskalnih povezav se pri delu s kovinsko-plastičnimi cevmi uporablja druga tehnologija in vrsta fitingov, ki se imenujejo potisni fitingi. Za oblikovanje zatesnjene enote se v tem primeru poleg stiskalnih klešč uporablja tudi ekspander, ki se uporablja za razširitev vtičnice. Ta tehnika se uporablja za sestavljanje sistemov, položenih v estrih ali z utori.
S pritiskom drsnega tulca na razširjeno cev, nameščeno na priključku, lahko dosežete tesno povezavo, vendar za enkratno montažo ni vedno priporočljivo kupiti celotnega orodja.
Snemljivi (vpenjalni) priključki so sestavljeni iz telesa, odprtega obroča in gumijastega tesnila. Za povezavo z gospodinjskimi aparati je na voljo navoj.
Postopek namestitve:
- Označite mesto vgradnje in odrežite cev.
- Namestite matico in obroček na cevovod.
- Namestite nastavek in privijte matico.
- Preverite tesnost spoja.
Priključek kompresorja velja za pogojno snemljiv. Za sestavljanje cevovoda s to vrsto priključka potrebujete najmanj orodja, dovolj je le nekaj ključev:
Okovje je enostavno namestiti:
- Poravnajte cevovod na mestu namestitve v obsegu 10 cm.
- Odrežite cev ravno.
- Obdelajte konce, nadenite matico in obroč.
- Steblo pokrijte s tesnilno maso in ga vstavite v cev.
- Zategnite spojno matico.
Najbolj zanesljiva povezava v montaža kovinsko-plastičnih cevovodov doseči z uporabo stiskalnih fitingov.Metoda je optimalna za namestitev skritih komunikacijskih linij. Za namestitev cevovoda boste potrebovali stiskalni stroj, kalibrator in rezalnik cevi.

Seznanili se boste z dragocenimi nasveti za izvedbo stiskanja kovinsko-plastičnih cevi. naslednji članek, v katerem so podrobno analizirane vse nianse namestitve.
Zaključki in uporaben video na to temo
Primerjava odpornosti kovinsko-plastičnih in polipropilenskih cevi na visok tlak:
Učni video o postopni namestitvi kovinsko-polimernega cevovoda s pomočjo stiskalnih fitingov:
Kovinsko-plastične cevi so simbioza prednosti obeh materialov. Kombinirana struktura razširja obseg uporabe kovinsko-polimernih izdelkov v inženirskih komunikacijskih sistemih različnih gradbišč. Močni argumenti v prid: vzdržljivost in dostopna cena.
Ali nam želite povedati, kako ste izbrali kovinsko-plastične cevi in jih namestili z lastnimi rokami? Imate koristne informacije o namestitvi ali nadgradnji komunikacijskih sistemov? V spodnji blok napišite komentarje, postavite vprašanja, delite koristne informacije in fotografije na temo članka.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}