Kako so kovinske cevi upognjene: tehnološke podrobnosti dela
Cevi, upognjene pod kotom, so našle uporabo v naftni in kemični industriji, strojništvu in strojništvu.Brez njih ne more noben arhitekturni ali gradbeni projekt.
Za zavoje je mogoče uporabiti vse vrste okovja, vendar lahko pride do puščanja, včasih pa je to preprosto nesprejemljivo iz estetskih razlogov. Privlačnejši videz in visoka zanesljivost zagotavljata upogibanje cevi - postopek, ki ne krši njihove celovitosti.
Povedali vam bomo, kako najbolje upogniti kovinsko cev s hladno in vročo tehnologijo. Članek, ki smo ga predstavili, opisuje posebnosti krivljenja cevi iz različnih materialov. Podane so značilnosti dela s profilnimi in običajnimi okroglimi cevmi.
Vsebina članka:
Značilnosti postopka upogibanja
Vsaka kovina ima svoje značilnosti, brez njihovega upoštevanja je nemogoče dati valjani kovini kompleksno obliko. Upognjena cev je izpostavljena radialnim in tangencialnim silam.
Prvi deformirajo odsek, drugi pa prispevajo k pojavu gub. Glavna zahteva za končni rezultat je, da prečni prerez cevi ostane nespremenjen, na stenah pa ne sme biti nobenih valov. Upogibanje vam omogoča, da zmanjšate število zvarov pri polaganju cevovodov z vsemi vrstami krivin.
Metode upogibanja cevi
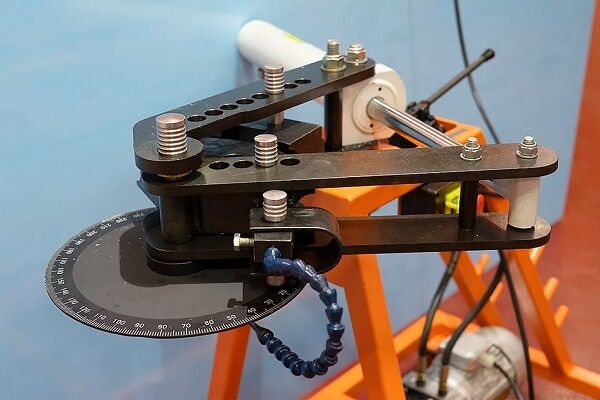
Na podlagi zahtevanega kota upogiba, materiala in premera cevi se lahko upogib izvede ročno ali s posebno opremo. Obstaja tudi vroče in hladno krivljenje, z in brez polnjenja cevne votline.

Po odstranitvi obremenitve pride do pojava, imenovanega vzmetenje, ki je premo sorazmeren z modulom elastičnosti materiala. Količina možne deformacije je odvisna tudi od uporabljene metode upogibanja in geometrije predmeta.
Posebnosti vroče tehnologije
Ta metoda je izbrana, ko je treba upogniti cev s premerom 10 cm ali več.Cevi se vroče deformirajo, tako ročno kot z uporabo mehanizmov. Obstaja nekaj takega kot najmanjši radij upogiba.
Dolžina območja cevi, ki ga je treba ogreti, se določi glede na premer cevi in kot upogiba. V tem primeru zaokrožitev ne sme biti manjša od premera cevi, pomnoženega s 3.
Poiščite dolžino ogrevanega odseka po formuli:
L = α x d / 15
V formuli: L je zahtevana dolžina v mm, α je upogibni kot v stopinjah, d je zunanji premer cevi v mm, 15 je koeficient. Recimo, da je treba cev s premerom 200 mm upogniti pod kotom 60⁰, potem L = 60 x 200/15 = 800 mm, tj. 4 premeri.

Za upogibanje cevi jo je treba segreti na 900⁰. Optimalna temperatura za začetek krivljenja je 760⁰, na koncu pa 720⁰C. Pri zgorevanju se lastnosti trdnosti materiala poslabšajo.
Postopek vročega upogibanja vključuje več operacij:
- izdelava predloge;
- polnila s peskom;
- označevanje mesta;
- toplota;
- upogibanje.
Da se prečni prerez cevi ne deformira in na njenem notranjem delu na krivini ne nastanejo sladke lise, je notranji prostor napolnjen s kremenčevim peskom.
Pesek najprej posušimo in žgamo, da odstranimo organske nečistoče pri temperaturi od 150 do 500⁰, nato pa ga presejemo skozi fino sito z velikostjo celic 3,3 x 3,3 mm. Preden začnete s polnjenjem cevi, morate zamašiti en konec.
Kot čepi se uporabljajo leseni ali kovinski čepi z luknjo za izpust plinov. Drobnega in mokrega peska ni mogoče uporabiti, ker... prvi je sintran pod termičnim vplivom in se trdno oprime sten cevi.
Drugi, kot posledica nastajanja pare, prispeva k razvoju visokega notranjega tlaka, zaradi česar lahko čep odleti. Prisotnost kamnov v embalaži je nesprejemljiva, saj lahko potisnejo steno cevi.
Postopek polnjenja cevi je zelo delovno intenziven, zato se transportira do stolpa in se postavi v rahlo nagnjen ali navpičen položaj. Ker je kakovost krivine neposredno odvisna od zgoščenosti tesnila, se cev skozi celoten proces neprekinjeno nabija. Medli zvok pomeni, da je obdelovanec dobro napolnjen.
Preden nadaljujete neposredno z glavno operacijo, na cevi, napolnjeni s peskom, narišete območja bodočih krivin in pritrdite predlogo. Cevi se segrejejo v pečeh ali pečeh. Upognite tako ročno kot mehanizirano.
V slednjem primeru se uporabljajo posebne plošče, opremljene s potisnimi stebri, s pomočjo katerih je pritrjen segreti del cevi, in sponkami, ki služijo za držanje konca cevi na plošči.Na nasprotni konec cevi je nataknjen kabel, katerega napetost s pomočjo vitla ali vitla povzroči ukrivljanje cevi.
Da bi preprečili deformacijo sten cevi, so v prostoru stojala cevi nameščena tesnila - ravna ali ukrivljena. Prosti konec s kablom, pritrjenim nanj, je pritrjen s stojalom. Med postopkom se geometrija cevi spremlja z občasnim nanašanjem šablone nanjo.
Ko je cev upognjena pod želenim kotom, se čepi iz nje odstranijo s sežiganjem ali preprosto izbijanjem. Pesek se izlije, cev se očisti in opere. Izvedite končno preverjanje upogiba s šablono.
Hladno upogibanje
Za spreminjanje konfiguracije cevi majhnih premerov se uporabljajo različne ročne naprave, za velike premere pa se uporabljajo mehanizirani upogibniki cevi. Doma je najpogosteje potrebno upogibanje vodovodnih in plinskih cevi. jeklene ceviuporablja se pri gradnji vodovodnih in ogrevalnih sistemov.
Upogibanje cevi pri 90⁰ se imenuje krivina, 180⁰ je zvitek, s tvorbo roba je votek, v obliki zanke pa je nosilec.

Obstajajo tudi druge naprave za ročno upogibanje. Doma se za izdelavo tuljave za ogrevanje vode preprosto navije cev iz nerjavečega jekla s premerom približno 20 mm na kos cevi velikega premera. Najprej je nosilec privarjen na veliko cev, nameščen na nosilcih in vpet.
Cev tesno napolnimo s peskom in zapremo s čepi, nato vstavimo v nosilec in začnemo z navijanjem. Cev, ki se uporablja kot šablona, je treba zviti, zato bosta potrebna prizadevanja vsaj dveh ljudi. Po končanem navijanju je tuljava poravnana.

Upogibanje cevi iz nerjavečega jekla ali drugega materiala doma je mogoče narediti z najpreprostejšo napravo. Priporočljivo je, da ga uporabite za majhne količine dela.
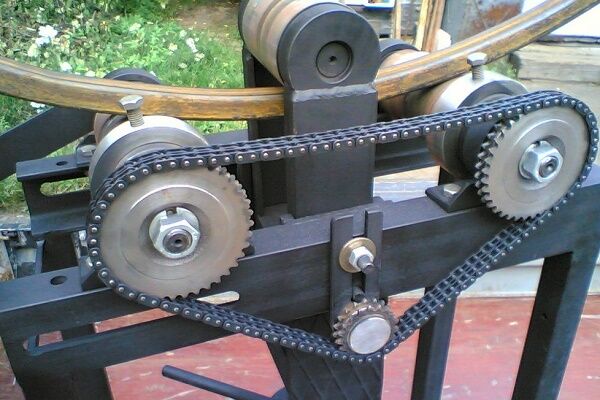
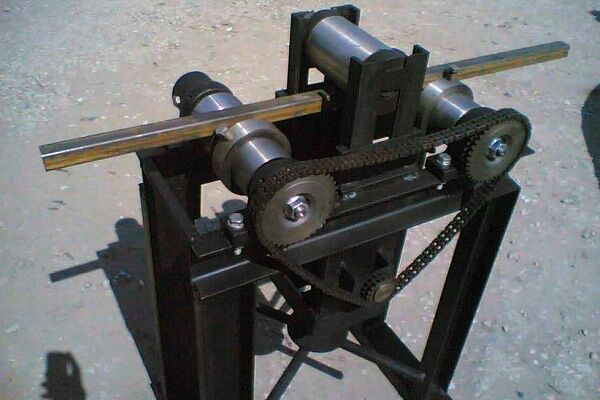
Preprost mehanski stroj za upogibanje cevi lahko zgradite z lastnimi rokami, še posebej, če imate veščine varjenja in poznate varilni stroj:
Za izdelavo primitivnih naprava za upogibanje cevi Potrebujete betonsko ploščo, kovinske zatiče in udarno kladivo. Plošča je razdeljena na celice 40 x 40 ali 50 x 50 mm. Z luknjačem se v vogalih celic izvrtajo luknje in vanje vstavijo zatiči.
Cevasti izdelek se vstavi med zatiči in se z uporabo sile upogne. Natančnost pri tej metodi krivljenja ni idealna, vendar je povsem zadostna za uporabo obdelovanca doma. Za upogibanje z večjo natančnostjo lahko uporabite napravo, izdelano na osnovi dvigalke.

Da bi preprečili deformacijo notranjega lumena cevi, se uporabljajo sredstva za preprečevanje tega procesa od znotraj. Kot notranji omejevalnik se največkrat uporablja pesek. V tem primeru se v en konec cevi vstavi zamašek, skozi drugega se vlije pesek, nato pa se zamaši s čepom. Nato se izvede upogibanje.
Včasih je omejevalnik vzmet, izdelana posebej za ta namen. Za navijanje se uporablja žica s premerom od 1 do 4 mm. Vzmet se mora prosto prilegati cevi na mestu upogiba, del žice ostane zunaj.
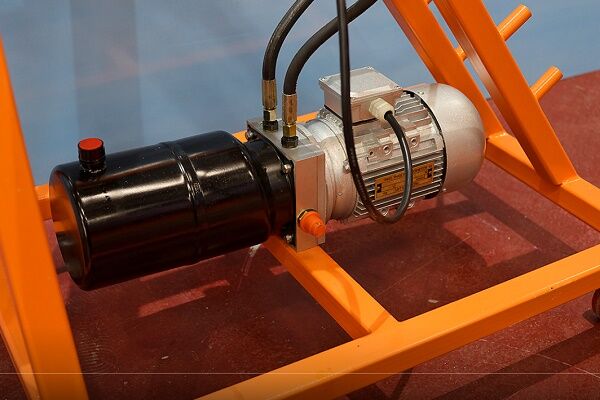
Hidravlični sistem ročnih orodij, prenosnih in stacionarnih strojev bistveno olajša upogibni proces in pospeši proces deformacije cevi:
Po končanem upogibu se vzmet odstrani z vlečenjem žice. Pri delu s cevjo s kvadratnim prerezom je za izdelavo vzmeti izbrana žica z enakim prerezom.
Za ta namen je primeren tudi snop žice, sestavljen iz ločenih segmentov, ki se enega za drugim potiskajo navznoter do točke prihodnjega upogibanja. Po končani operaciji se segmenti enega za drugim tudi odstranijo. Ročno lahko krivite nerjavno cev s prečnim prerezom do 4 cm in debelino stene 0,3 cm.

Za delo z velikimi premeri je potrebna profesionalna oprema. Obstajajo stroji za upogibanje cevi, opremljeni s trnom. Ta strukturni element je navadna kovinska palica.

Pred začetkom postopka upogibanja je nameščen v notranjosti, da se prepreči deformacija sten cevi. Trni, vključeni v komplet, imajo različne dele, tako da lahko izberete tistega, ki ga potrebujete za določen premer cevnih izdelkov.
Spreminjanje konfiguracije cevi iz neželeznih kovin
Barvne kovine imajo zelo uporabno lastnost - visoko duktilnost. Vendar niso dovolj močni. Med postopkom upogibanja se lahko cev zaradi delovanja stiskalnih in nateznih sil zruši ali poči. Da se to ne bi zgodilo, morate strogo upoštevati tehnologijo.
Kako kriviti bakrene in medeninaste cevi?
Za upogibanje bakrenih in medeninastih cevi se uporabljata vroča in hladna metoda. Pri izbiri prvega se kot notranje polnilo izbere pesek, kot drugo polnilo pa staljena kolofonija. Tehnologija krivljenja je enaka kot pri jeklenih cevi.
Cevni izdelki iz bakra in medenine so pred hladnim upogibanjem predmet žarjenja in naknadnega hlajenja. Temperaturno območje za oba materiala je enako - od 600 do 700⁰С. Razlika je v hladilnem mediju - baker se postavi v vodo, medenina pa se ohladi na zraku.
Ko je postopek končan, kolofonijo odstranimo s taljenjem. Da bi preprečili pretrganje cevi, postopka nikoli ne začnite s sredine cevi, ampak samo s koncev. Kot upogibne naprave se uporabljajo tako preprosta orodja kot zapletena strojna oprema.
Ročni upogibniki cevi delujejo zaradi fizičnih naporov človeka, hidravlični pa te napore zmanjšajo na minimum. Oba sta opremljena z zamenljivimi šobami, ki omogočajo izbiro želenega premera.

Z bakrenimi in medeninastimi cevmi je veliko lažje delati kot z jeklenimi, vendar se kovinska deformacija med upogibanjem pojavi v skladu z istimi zakoni fizike. Na upogibnem delu zunanja površina doživi napetost, zaradi česar se stene stanjšajo.
V notranjosti cevi se pojavijo obratni procesi - stena se skrči in postane debelejša. Obstaja nevarnost, da se okrogel del spremeni v ovalni in zmanjša nazivni premer, zato ne smete začeti z upogibanjem, ne da bi sprejeli ukrepe za preprečevanje teh pojavov.
Upogibanje aluminijastih cevi
Osnovne metode krivljenje aluminijastih cevi enako kot medenina ali baker:
- potiskanje med valji;
- valjanje;
- povrnitev nazaj;
- pritisk.
Preden se odločite, kako in na kakšen način kriviti aluminijaste cevi, se morate seznaniti z vsako posebej. Prva metoda se uporablja za tankostenske cevi s premerom največ 10 cm, ko je treba doseči nežen upogib z nizkimi zahtevami glede natančnosti. Najmanjši radij je tukaj strogo reguliran. Njegova velikost je 5-6 premerov cevi.
Ukrivljenost odseka je določena s položajem odklonskega valja. Najpogosteje so na ta način izdelani notranji dekorativni elementi. Drugi način je upogibanje cevnega materiala velikega premera, za kar se uporabljajo 3-valjni upogibniki cevi.Cev se vleče med pogonske valje, katerih orientacija določa radij upogiba.

Natančnost te metode je še nižja od prejšnje, vendar je del mogoče ponovno upogniti in postopek ponavljati, dokler ne dosežemo želene geometrije.
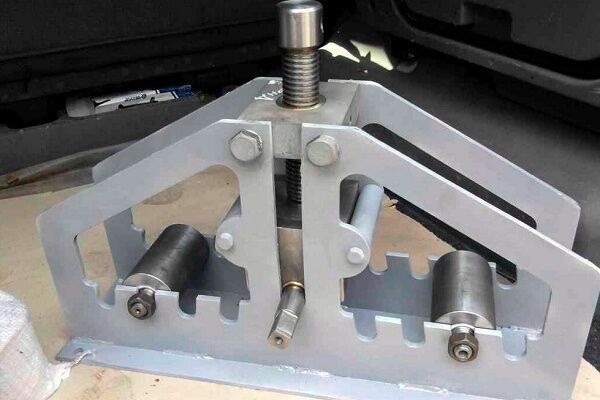
Upogibanje tankostenskih aluminijastih cevi je mogoče izvesti ročno z ustrezno pripravo:
Metoda valjanja ne predvideva prisotnosti notranjega polnila, zato se ne uporablja za pridobivanje majhnih radijev.Pri izbiri te metode ne bo mogoče izpolniti strogih zahtev glede ovalnosti odseka na krivini.
Za deformacijo aluminijaste cevi s pritiskom se uporabljajo stiskalnice z nameščenimi žigi z matrico želene oblike. Dana geometrija je pridobljena kot posledica vpliva pritiska od zunaj.
V nekaterih primerih je lahko tlak notranji, ko je cev nameščena v kalup in se tekočina dovaja v notranjost s pritiskom, ki je zadosten, da jo pritisne ob stene.
Cevi iz duraluminija ni enostavno kriviti, ker ... Ta material je precej trd in vzmeten. Za lažji postopek jih žgemo neposredno pred upogibanjem pri temperaturi od 350 do 400⁰C, nato počakamo, da se cevi naravno ohladijo na zraku.
Metode upogibanja cevi velikega premera
Metode, ki so se pojavile relativno nedavno, so upogibanje cevi z uporabo industrijskih in visokofrekvenčnih tokov ter upogibanje z napetostjo. V prvem primeru se uporablja visoko zmogljiva visokofrekvenčna instalacija, v kateri se cev s premerom 95 - 300 mm segreje, upogne in ohladi.
Sestavljen je iz dveh delov - mehanskega v obliki krivilnega stroja in električnega, ki vključuje električni del in visokofrekvenčno instalacijo.
Cev se deformira samo v ogrevanem območju, ki se nahaja v območju induktorja. Geometrija se spremeni na dano velikost pod vplivom odklonskega valja. S to metodo lahko dobite krivino z majhnim polmerom ukrivljenosti.
Upogibanje po drugi metodi se izvaja na upogibnih in razteznih strojih, ki vključujejo vrtljivo mizo. Cev je izpostavljena velikim nateznim in upogibnim silam. Tako dobimo strmo krive zavoje s konstantno debelino stene po celotnem obodu.
Metoda se uporablja za upogibanje cevi velikega premera, ki se uporabljajo v letalski, avtomobilski in ladjedelniški industriji, kjer so visoke zahteve za cevovod. Prednost je možnost upogibanja cevi s steno 2 - 4 mm za 180⁰.
Značilnosti upogibanja profila
Izdelki iz profilnih cevi imajo bolj estetski videz kot njihovi okrogli kolegi, zato jih pogosto najdemo v gospodinjskih strukturah. Pri upogibu deluje nanj od znotraj tlačna sila, od zunaj pa natezna sila. Preden začnete s tem postopkom, morate natančno izbrati način upogibanja.
Ponudba profilov vključuje cevi s prečnim prerezom v obliki kvadrata, ovala ali pravokotnika.
Obstaja več odtenkov, na katere ne smete pozabiti fleksibilne profilne cevi doma brez posebne opreme:
- Optimalna dolžina upogibnega odseka za valovite cevi s tankimi stenami in prečnim prerezom do 2 cm je višina cevi, pomnožena z 2,5.
- Za cevi z debelimi stenami se dolžina upogibnega območja določi tako, da se presek pomnoži s tri. V nasprotnem primeru se ne moremo izogniti pokanju materiala od zunaj ali deformaciji od znotraj.
- Najmanjša vrednost polmera ukrivljenosti je upogibni odsek, pomnožen z 2,5.
Brez upoštevanja teh zahtev ne morete niti upati na dober rezultat. Metode upogibanja se ne razlikujejo od tistih, ki se uporabljajo pri delu z izdelki okroglega prereza. Poleg tega lahko uporabite metodo ročnega upogibanja s prečnimi rezi, ki so narejeni na treh straneh cevi.
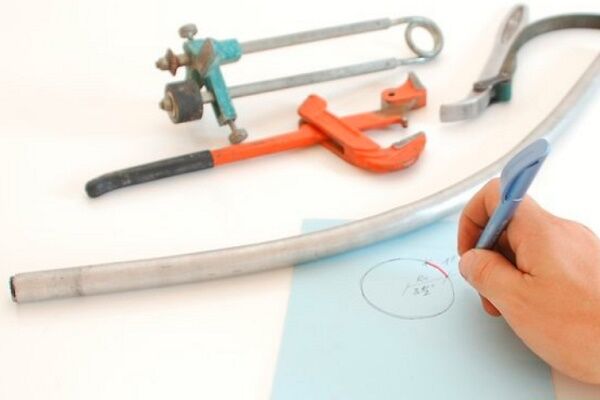
Dolžina rezov in njihovo število se določi z izračuni. Recimo, da obstaja cev 40 x 90 mm. Izvesti morate polni obrat, tj. upognite vzdolž stene 40 mm pod kotom 180⁰ s polmerom 150 mm. Najprej izračunajte dolžino polkroga na podlagi zunanjega polmera:
L = (2π r: 2 = 2x 3,14 x 190) : 2 = 596,6 mm
Za notranji polmer so izračuni enaki:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
Vsota dolžin reza na notranjem polmeru je določena s formulo: Lout = L – Lin = 596,6 – 471 = 126 mm.
Tisti, ki to želijo storiti sami ročni upogib cevi oz stroj za upogibanje profilnih cevi Z lastnimi rokami boste v člankih, ki jih ponujamo, našli veliko koristnih informacij, diagramov in koristnih priporočil.
Če upoštevamo, da lahko brusilnik naredi rez širok 5 mm, potem na upogibni ravnini dolžine 126 mm dobite 25 rež, po katerih se cev upogne, dokler se robovi izrezov ne dotaknejo. Reže so varjene in šivi očiščeni.

Obstaja še en način upogibanja profilnih in okroglih cevi, vendar se lahko uporablja le pozimi. Če želite to narediti, vstavite čepke v konce cevi, nalijte vodo in počakajte, da se strdi. Cev je upognjena, postopek se nadzoruje s šablono, nato se čepi odstranijo in tekočina se odstrani.
Uporabno: Kako narediti gazebo iz profilne cevi z lastnimi rokami.
Zaključki in uporaben video na to temo
Video #1. Kako upogniti cev z improviziranimi sredstvi, se boste naučili iz tega videoposnetka:
Video #2. Kako upogniti cev poljubnega prereza v krog:
Video #3. Domači upogib cevi je nujna stvar v gospodinjstvu:
Pri popravilih ali gradnji hiše se pogosto pojavi potreba po upogibanju cevi - okrogle ali profilne. Če je obseg majhen, lahko to storite sami. Masovno upogibanje cevnih izdelkov je možno samo s posebno opremo.
Povejte nam, kako ste upognili kovinsko cev za gradnjo rastlinjaka ali druge namene. Delite z obiskovalci spletnega mesta tehnološke nianse, ki so znane samo vam. V spodnji blok napišite komentarje, objavite fotografije, povezane s temo članka, in postavite vprašanja.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Odličen članek :)