Kaj je varjenje z argonom: kako ga pravilno uporabljati, navodila po korakih
Varjenje z argonom je ena od vrst električnih obločnih metod spajanja kovin.Oblok se vžge v krogli neaktivnega plina z uporabo volframove elektrode. Istočasno se robovi varjenih delov stopijo in zanesljivo združijo v eno celoto.
Vsebina članka:
Varjenje z argonom - značilnosti in opis
Značilna lastnost varjenja z argonom se lahko šteje za uspešno kombinacijo električnih in plinskih varilnih principov. S to tehniko varjenja so zvari odlične kakovosti. So skrbno brušeni in na koncu celotnega delovnega cikla so spoji popolnoma nevidni.

Glavni dejavnik v procesu je električni oblok. Tu pride do prehoda električne energije v toplotno. Visok toplotni prag stopi kovino na mestu varjenja. Če gladko premikate lok, dobite fuzijo materiala in zanesljivo povezavo obdelovancev. S premikanjem elektrode se prilagajajo parametri zvarnega bazena, hitrost varjenja, stopnja preboja, kakovost in širina šiva.
Za zapolnitev rež in varjenje visoke kovinske krogle na šiv se uporablja polnilna žica. Po sestavi mora biti enak materialu, ki ga varimo. Polnilna žica se ročno dovaja do tališča.
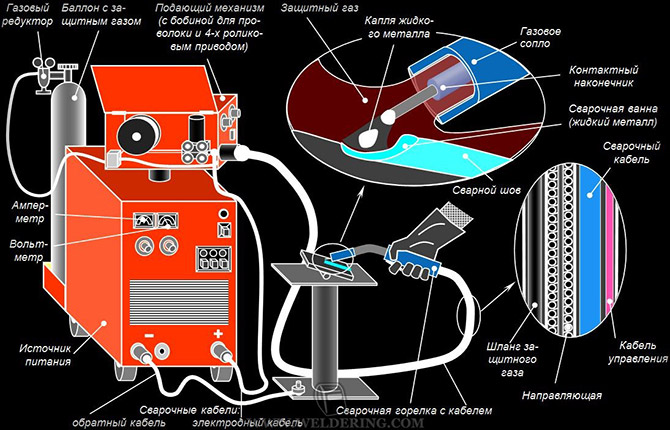
Vir napajalnega toka je enota inverterskega tipa s krmiljenjem, nevtralnim sistemom za dovod plina in konektorji, na katere je priključen gorilnik. Tok se lahko spreminja, lahko je stalen ali izmeničen.
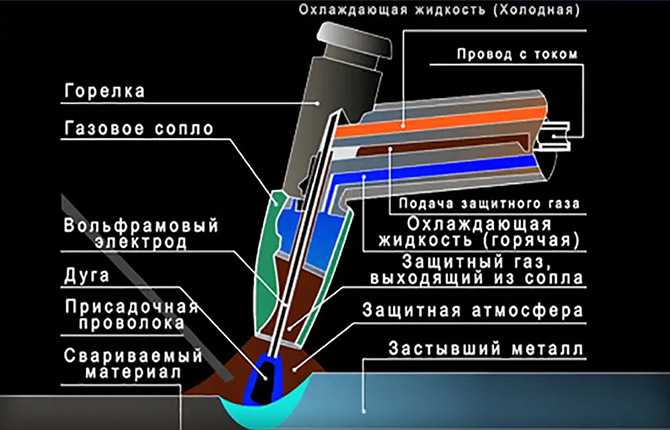
Ko deluje varilna enota z argonom, se inertni plin argon dovaja skozi šobo orodja v območje obloka. Izpodriva atmosferski zrak, vključno s kisikom in dušikom, iz zvarnega bazena. Kovinski šivi so tako med varjenjem zanesljivo zaščiteni. Osnova obloka, volframova elektroda, ki se ne porablja, je tudi zaščitena. Če varjenje poteka brez inertnega plina, je volfram izpostavljen agresivnemu vplivu kisika in se uniči.
Atmosferski zrak negativno vpliva na kakovost varilnega postopka. Za zaščito fuzijske cone pred atmosferskim kisikom se uporablja inertni plin. V običajni praksi je to argon. V ta namen se lahko uporablja helij, vendar je njegova cena veliko višja. Nizko ceno argona pojasnjujejo s tem, da je le stranski produkt industrijskega procesa ločevanja zraka na kisik in dušik.
Prednosti varjenja z argonom:
- Estetski šiv visoke trdnosti.
- Niso potrebna talila ali prevleke elektrod.
- Delajte z deli poljubne velikosti.
- Možnost varjenja kovine na poškodovane dele delov za njihovo obnovo.
- Spajanje težko varljivih kovin (titan, litoželezo, aluminij in drugo).
- Minimalna emisija aerosolov v primerjavi z drugimi vrstami varjenja.
- Rob kovine, rezan "v argonu", ima idealno geometrijo, na njem se ne tvorijo oksidni in nitridni filmi.
- Metoda argona vam omogoča povezovanje tankih plasti kovine in izvajanje posebnih varilnih postopkov.
Slabosti vključujejo dejstvo, da je varjenje kovine z argonom počasnejše kot pri drugih varilnih napravah in metodah.
Delo z argonom je nevarno za zdravje ljudi.Vdihani plin argon povzroča vrtoglavico, lahko povzroči slabost, bruhanje, izgubo zavesti in celo smrt. Pri delu z argonskim varjenjem se pogosto pojavljajo glavoboli, šumenje v ušesih, utrujenost, motnje v prebavnem traktu in težave z dihanjem.
Varilec tvega razvoj aluminoze, ireverzibilne pljučne patologije, saj je izpostavljen negativnim učinkom ozona, radioaktivnosti in dušikovih oksidov.
Razvrstitev argonskega varjenja
Tehnologija varjenja z argonom je razvrščena glede na posamezna načela delovanja:
- Ročna metoda. Manipulacije z gorilnikom, obločnikom in dodatkom ročno izvaja varilec. Njegove izkušnje in kvalifikacije določajo tempo procesa in parametre zvarov.

- Polavtomatski. Oprema ima funkcijo podajanja polnilne žice. Namestitev je opremljena z mehanizmom za podajanje žice. Varilec dela samo z argonskim gorilnikom, pri čemer pusti eno roko prosto. Lahko se uporablja za držanje ali odpiranje obdelovancev. Metoda je bolj produktivna kot ročna, vendar so kvalifikacije varilca zelo pomembne.
- Avto. Dovajanje žice in premikanje vozička z gorilnikom poteka samodejno, brez sodelovanja delavca. Prednost so gladki, kakovostni zvari. Funkcije operaterja so nadzor in pravilna nastavitev parametrov - globina zahtevanega prodora, optimalna hitrost gibanja vozička itd.

Poleg tega se varjenje z argonom razlikuje glede na dejanski postopek – ali se uporablja polnilna žica ali ne.
Brez dodatka lahko varite tanko kovino (do 2 mm), s tesnim pritiskom - vzdolž šiva ne sme biti vrzeli. Nato se robovi stopijo z elektrodo in ta kovina je dovolj za spajanje obdelovancev.Rezultat je tesnjen, tanek, gladek, zrcalni šiv brez "lusk".
Kuhanje s polnilno žico traja dlje. Vrsta zvara je "luskasta", število plasti lusk pa je neposredno odvisno od ritma dovajanja aditiva v zvarni bazen. Vrzeli in razmiki med deli do širine 5 mm so kakovostno stopljeni, konveksnosti pa zlite za utore. Metoda polnila se uporablja za argonsko varjenje kovin debeline 3 mm.
Pred kratkim se je pojavila še ena inovativna tehnologija argonskega varjenja - robotska. Njegova posebnost je, da varjenje delov na transporterjih izvajajo robotski kompleksi. Za metodo je značilna visoka produktivnost in nizki stroški dela.

Pomanjkljivost je velik strošek edinstvene opreme, nujna potreba po privabljanju visokokvalificiranih strokovnjakov za vzdrževanje, programsko podporo in fino nastavitev robotskih komponent. Tehnologija je zasnovana za velike količine proizvodnje.
Varjenje z argonom - kakšna orodja in oprema potrebujete
Opremo in pribor za argonsko obločno varjenje delimo v 3 skupine.
Prvi vključuje posebne naprave, ki izvajajo eno določeno operacijo. Varjenje z argonom, ki ga izvajajo takšne naprave, se uporablja v velikih podjetjih obsežne kontinuirane proizvodnje.
drugič – specializirana oprema, ki je konfigurirana za operacije z ozkim obsegom delov določene kategorije.
Tretjič – univerzalni stroji, ki se uporabljajo za več vrst operacij in materialov. To je najbolj priljubljena skupina komercialno proizvedenih naprav.Široko se uporabljajo ne samo v industrijske namene, ampak so v velikem povpraševanju med rokodelci in "garažnimi" obrtniki.
Komplet opreme za univerzalno varjenje z argonom:
- delovna oblačila, zaščitna obutev, osebna zaščitna oprema;
- enota za opravljanje dela z neuporabno elektrodo;
- volframove neporabljive elektrode;
- polnilna žica;
- visokotlačne cevi;
- plinska jeklenka;
- plinski reduktor;
- pomožno orodje.
V plinski jeklenki je v stisnjeni obliki plin - argon. Jeklenke se uporabljajo za različne pline. Da ne bi zamenjali enakih posod z različno vsebino, so jeklenke označene. Surov argon torej črpamo v črn valj z belim napisom in belo črto. Tehnični argon - tudi v črnem cilindru, vendar je napis moder, trak je moder. Čisti argon odlikuje siv valj z zelenim napisom in črto. Na valjih so odtisnjeni tudi drugi posebni tehnični podatki.
Vsak reduktor je zasnovan za svoj plin. Barva reduktorja se mora ujemati z barvo plinske jeklenke. V poceni možnosti lahko uporabite "črni" reduktor ogljikovega dioksida. Toda najpogosteje je reduktor z rotametrom nameščen pod argonom.
Visokotlačne cevi za kisik se uporabljajo za argon zaradi njihove kakovosti in zanesljivosti. Notranji premer se giblje od 9 do 18 mm. Torej izbrati pravega ne bo težko.
Vir toka za varjenje z argonom je izbran glede na cilje in naloge, ki jih je treba opraviti med delom.
Volframove elektrode so zasnovane za vžig in vzdrževanje obloka. Imajo ustrezne oznake, ki označujejo njihove lastnosti in prisotnost posebnih nečistoč.
Za pripravo kovine za varjenje so potrebni pomožni materiali, na primer brusilnik, različne kovinske ščetke.
Varnostna skladnost
Argon, tako kot katera koli druga metoda varjenja, zahteva strogo upoštevanje varnostnih predpisov. Večinoma so preprosti, vendar njihova izvedba omogoča, da rešite ne le zdravje, ampak tudi življenje.
Delo mora biti organizirano v posebnih prostorih ali kabinah. Če teh pogojev ni mogoče izpolniti, je prostor za varjenje z argonom ograjen z zasloni. So plošče iz vezanega lesa, pobarvane z ognjevarno sestavo, ki vključuje tudi cinkov oksid, ki absorbira ultravijolične žarke. Višina takšne ograje ne sme biti manjša od 2 m.
Varilna oprema z argonom je nameščena na ravni površini v skladu s tehnološkimi dimenzijami. Delovno mesto varilca mora biti opremljeno z izpušnim in dovodnim prezračevanjem. Izpušne plošče so zelo učinkovite. Postavljeni so vodoravno ali pod kotom, tako da se onesnaženi zrak iz obloka črpa navzdol ali stran od varilca. S tem preprečimo vstop škodljivih snovi v dihala delavca.
Kaj morate storiti, preden začnete:
- Preglejte in se prepričajte, da so posebna oblačila, čevlji in zaščitna oprema varilca v dobrem stanju, čisti in niso prepojeni z oljem ali drugimi vnetljivimi snovmi.
- Ko oblečete kombinezon, zapnite vse gumbe, zavežite trakove in zavežite čevlje.
- Suknjič in hlače morajo biti oblečeni nespravljeni, žepi morajo biti zaprti z zavihki, lasje pa pospravljeni pod pokrivalo.
- Preverite delovno mesto, razsvetljavo, napo.
- Odstranite nepotrebne obdelovance, nepotrebne predmete in vnetljive materiale.
- Preglejte opremo.Mora biti zanesljivo ozemljen, visokonapetostni kontakti so zaščiteni in zaprti, celovitost žic pa ni ogrožena.
- Prepričajte se o delovanju merilnih in signalnih naprav ter naprav za zaklepanje opreme.
- Ne začnite dela, dokler ugotovljene pomanjkljivosti niso popolnoma odpravljene.

Kako pravilno uporabljati argonsko varjenje, navodila po korakih
Pred varjenjem je treba obdelovanec temeljito očistiti umazanije, strojnega olja in maščobnih oblog. To je mogoče storiti s katerim koli topilom. Če je debelina zvarjenih delov večja od 4 mm, je potrebno rezanje robov, varjenje z argonom pa se izvaja le čelno.
Za uničenje oksidnih filmov se spoj obdela s kovinskimi ščetkami. Spoj s kompleksno geometrijo očistimo s kotnim brusilnikom.
Za odstranitev vlage je treba obdelovance segreti na 150 stopinj. Da bi se izognili prežganju, pod tanko kovino položimo bakrene ali jeklene plošče, da odstranimo toploto.
Dodatek se giblje izključno pred gorilnikom, vzdolž varjenega vara.
Kratek čas (5-7 sekund) pred vžigom obloka se vklopi dovod inertnega plina. Po končanem varjenju morate ponovno počakati enak čas, preden izklopite plin.
Zaporedje dejanj pri delu z argonskim obločnim varjenjem:
- Vklopite opremo.
- Priključite ozemljitveno žico na varilno mizo ali obdelovanec.
- Odprite ventil na plinski jeklenki.
- Argonski gorilnik približajte delu, ki ga želite variti, tako da je razdalja do elektrode 3-5 mm.
- Nadenite si zaščitno masko in vklopite napajanje.
- Nastali varilni oblok držite na začetnem robu spoja, dokler ne nastane mlaka staljene kovine.
- S krožnimi, gladkimi manipulacijami dosežemo taljenje robov stranic.
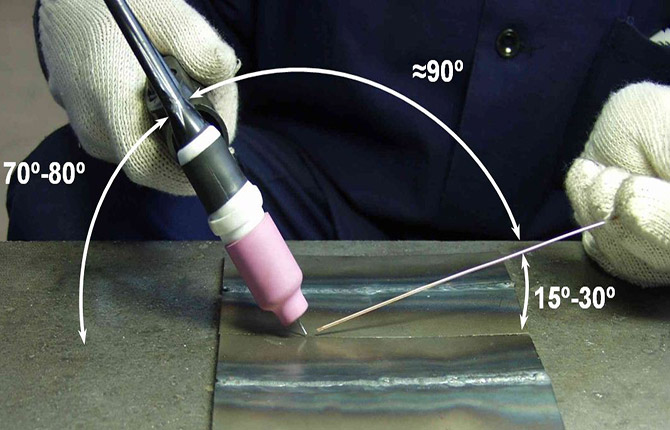
- Ohranite kot 45 stopinj med gorilnikom in površino.
- Počasi in previdno premaknite gorilnik z iglo naprej in vstavite polnilno žico v gorilnik.
- Na koncu zvara zmanjšajte tok, da zapolnite krater.
Varjenje z argonom je donosna inovativna metoda za obnovo izdelkov. Stroški varilnih in obnovitvenih del so bistveno nižji od izdelave novega dela. Prenovljen izdelek lahko traja zelo dolgo.
Ali ste sami kdaj uporabljali varjenje z argonom? Povejte nam o značilnostih, ki vam bodo pomagale hitreje pridobiti veščine. Pustite svoj komentar, delite članek na družbenih omrežjih, ga dodajte med zaznamke.




Kako kuhati z argonskim varjenjem na prostem v vetrovnem vremenu?
Ne boste mogli variti, kot bi v delavnici - veter odpihne zaščitni plin in pusti zvar odprt za zunanje vplive. Zaščitite območje varjenja z železno pločevino. Če pri roki ni nič primernega, veter blokirajte s seboj, tako da se postavite na stran, s katere piha.
Kaj storiti, če se v varilni bazenu veliko mehurči?
Prilagodite dovod argona v reduktor. Plina je bodisi premalo (ogljik uhaja iz kovine) bodisi preveč.
Kako pravilno izostriti volframovo elektrodo?
Palico nabrusite na vrtljivem diamantnem kolutu. Trajal bo dlje kot običajni brusilnik. Postavite elektrodo s konico, obrnjeno stran od sebe, na konec vrtljivega kroga. Dosežite kot ostrenja 20-30 stopinj. Za varjenje pri tokovih 200-300 A je potrebno ostrenje 60 stopinj.Bolj priročno je variti tanko kovino 1-1,5 mm s konico, kot je igla - kot ostrenja je približno 10 stopinj.